โรงหล่อ


โรงหล่อคือโรงงานที่ผลิตชิ้นส่วน โลหะหล่อ โดยโลหะจะถูกหล่อขึ้นรูปโดยการหลอมให้เป็นของเหลว เทโลหะลงในแม่พิมพ์ และนำแม่พิมพ์ออกเมื่อโลหะแข็งตัวและเย็นตัวลง โลหะที่นิยมใช้มากที่สุดคืออะลูมิเนียมและเหล็กหล่ออย่างไรก็ตาม โลหะอื่นๆ เช่นบรอนซ์ทองเหลืองเหล็กกล้าแมกนีเซียมและสังกะสีก็ถูกนำมาใช้ในการผลิตชิ้นส่วนหล่อในโรงหล่อเช่นกัน ในกระบวนการนี้ สามารถขึ้นรูปชิ้นส่วนที่มีรูปร่างและขนาดตามต้องการได้
โรงหล่อเป็นหนึ่งในผู้มีส่วนร่วมรายใหญ่ที่สุดในขบวนการรีไซเคิลการผลิต โดยหลอมและหล่อเศษโลหะหลายล้านตันทุกปีเพื่อสร้างสินค้าคงทนใหม่ นอกจากนี้ โรงหล่อหลายแห่งยังใช้ทรายในกระบวนการหล่อ โรงหล่อเหล่านี้มักใช้ ปรับปรุงสภาพ และนำทรายกลับมาใช้ใหม่ ซึ่งถือเป็นการรีไซเคิลอีกรูปแบบหนึ่ง[ 1 ]
กระบวนการ
ในงานโลหะการหล่อเกี่ยวข้องกับการเทโลหะเหลวลงในแม่พิมพ์ซึ่งมีโพรงรูปทรงที่ต้องการ จากนั้นปล่อยให้เย็นตัวและแข็งตัว ส่วนที่แข็งตัวแล้วเรียกว่าชิ้นงานหล่อ ซึ่งจะถูกดันหรือหักออกจากแม่พิมพ์เพื่อเสร็จสิ้นกระบวนการ การหล่อมักใช้สำหรับการสร้างรูปทรงที่ซับซ้อนซึ่งยากหรือไม่คุ้มค่าที่จะทำด้วยวิธีอื่น[ 2 ]
การหลอมละลาย


กระบวนการ หลอมโลหะจะดำเนินการในเตา หลอม โดยใช้วัตถุดิบใหม่ เศษโลหะจากภายนอก เศษโลหะภายใน และธาตุผสมโลหะเป็นวัตถุดิบป้อนเข้าเตาหลอม วัตถุดิบใหม่หมายถึงโลหะบริสุทธิ์เชิงพาณิชย์ที่ใช้ในการผลิตโลหะ ผสมชนิดนั้นๆ ธาตุผสมโลหะอาจเป็นธาตุบริสุทธิ์ เช่นนิกเกิล อิเล็กโทรไลติก หรือโลหะผสมที่มีส่วนประกอบจำกัด เช่นเฟอร์โรอัลลอยหรือมาสเตอร์อัลลอย เศษโลหะจากภายนอกคือวัสดุที่เหลือจากกระบวนการขึ้นรูปอื่นๆ เช่น การเจาะ การตีขึ้นรูป หรือการกลึง เศษโลหะภายในประกอบด้วยเศษโลหะจากช่องทางเข้า เศษโลหะจากท่อป้อนเศษโลหะจากการหล่อที่ชำรุด และเศษโลหะอื่นๆ ที่เกิดขึ้นภายในโรงงาน
กระบวนการนี้รวมถึงการหลอมโลหะ การกลั่นโลหะหลอมเหลว การปรับองค์ประกอบทางเคมีของโลหะหลอมเหลว และการเทลงในภาชนะขนส่งการกลั่นโลหะหลอมเหลวทำขึ้นเพื่อกำจัดก๊าซและธาตุที่เป็นอันตรายออกจากโลหะหลอมเหลวเพื่อหลีกเลี่ยงข้อบกพร่องในการหล่อ มีการเติมวัสดุในระหว่างกระบวนการหลอมเหลวเพื่อให้องค์ประกอบทางเคมีสุดท้ายอยู่ในช่วงที่กำหนดโดยอุตสาหกรรมและ/หรือมาตรฐานภายใน อาจมีการใช้ ฟลักซ์ บางชนิด เพื่อแยกโลหะออกจากตะกรันและ/หรือกาก และใช้เครื่องกำจัดก๊าซเพื่อกำจัดก๊าซที่ละลายอยู่ในโลหะที่ละลายในก๊าซได้ง่าย ในระหว่างการเท จะมีการปรับองค์ประกอบทางเคมีขั้นสุดท้าย[ 3 ]
เตาเผา
มีการใช้เตาหลอมเฉพาะทางหลายประเภทเพื่อให้ความร้อนแก่โลหะ เตาหลอมเป็นภาชนะที่บุด้วยวัสดุทนไฟซึ่งบรรจุวัสดุที่จะหลอมและให้พลังงานในการหลอม เตาหลอมสมัยใหม่มีหลายประเภท ได้แก่เตาหลอมไฟฟ้าแบบอาร์ค (EAF) เตาหลอมแบบเหนี่ยวนำ เตาหลอมแบบ คิวโพลา เตา หลอมแบบสะท้อนความร้อนและเตาหลอมแบบเบ้าหลอม การเลือกใช้เตาหลอมขึ้นอยู่กับปริมาณของระบบโลหะผสมที่ผลิต สำหรับวัสดุเหล็ก เตาหลอม EAF เตาหลอมแบบคิวโพลา และเตาหลอมแบบเหนี่ยวนำเป็นที่นิยมใช้กัน เตาหลอมแบบสะท้อนความร้อนและเตาหลอมแบบเบ้าหลอมมักใช้สำหรับการผลิตชิ้นส่วนหล่ออลูมิเนียม บรอนซ์ และทองเหลือง
การออกแบบเตาหลอมเป็นกระบวนการที่ซับซ้อน และสามารถปรับการออกแบบให้เหมาะสมที่สุดได้โดยพิจารณาจากหลายปัจจัย เตาหลอมในโรงหล่อมีขนาดได้หลากหลาย ตั้งแต่ขนาดเล็กที่ใช้หลอมโลหะมีค่า ไปจนถึงเตาหลอมขนาดหลายตันที่ออกแบบมาเพื่อหลอมเศษโลหะหลายร้อยปอนด์ในคราวเดียว เตาหลอมจะถูกออกแบบตามชนิดของโลหะที่จะหลอม นอกจากนี้ยังต้องออกแบบเตาหลอมโดยพิจารณาจากเชื้อเพลิงที่ใช้ในการสร้างอุณหภูมิที่ต้องการ สำหรับโลหะผสมที่มีจุดหลอมเหลวต่ำ เช่น สังกะสีหรือดีบุก เตาหลอมอาจมีอุณหภูมิประมาณ500 °C (932 °F)โดยปกติจะใช้ไฟฟ้า โพรเพน หรือก๊าซธรรมชาติเพื่อให้ได้อุณหภูมิเหล่านี้ สำหรับโลหะผสมที่มีจุดหลอมเหลวสูง เช่น เหล็กหรือโลหะผสมที่มีนิกเกลเป็นส่วนประกอบ เตาหลอมจะต้องได้รับการออกแบบให้มีอุณหภูมิสูงกว่า1,600 °C (2,910 °F)เชื้อเพลิงที่ใช้เพื่อให้ได้อุณหภูมิสูงเหล่านี้อาจเป็นไฟฟ้า (เช่นเดียวกับที่ใช้ในเตาหลอมไฟฟ้าแบบอา ร์ค ) หรือถ่านโค้กโรงหล่อส่วนใหญ่จะเชี่ยวชาญในโลหะชนิดใดชนิดหนึ่งและมีเตาหลอมที่ใช้สำหรับโลหะเหล่านั้นโดยเฉพาะ ตัวอย่างเช่น โรงหล่อเหล็ก (สำหรับเหล็กหล่อ) อาจใช้เตาหลอมแบบคิวโพลา เตาเหนี่ยวนำ หรือเตา EAF ในขณะที่โรงหล่อเหล็กกล้าจะใช้เตา EAF หรือเตาเหนี่ยวนำ โรงหล่อ บรอนซ์หรือทองเหลืองใช้เตาหลอมแบบเบ้าหลอมหรือเตาเหนี่ยวนำ โรงหล่ออะลูมิเนียมส่วนใหญ่ใช้เตาหลอมแบบเบ้าหลอมที่ ให้ความร้อนด้วยไฟฟ้าหรือแก๊ส หรือเตาสะท้อนความร้อน[ 2 ]
การไล่แก๊ส
การไล่แก๊ส[ 4 ]เป็นกระบวนการที่อาจจำเป็นเพื่อลดปริมาณไฮโดรเจนที่มีอยู่ในโลหะหลอมเหลว แก๊สสามารถก่อตัวขึ้นในชิ้นงานหล่อโลหะได้สองวิธี:
- โดยการติดขัดทางกายภาพระหว่างกระบวนการหล่อ หรือ
- โดยเกิดจากปฏิกิริยาเคมีในวัสดุหล่อ
ไฮโดรเจนเป็นสารปนเปื้อนทั่วไปในโลหะหล่อส่วนใหญ่ มันเกิดขึ้นจากปฏิกิริยาของวัสดุ หรือจากไอน้ำหรือสารหล่อลื่นของเครื่องจักร หากความเข้มข้นของไฮโดรเจนในโลหะหลอมเหลวสูงเกินไป ชิ้นงานหล่อที่ได้จะมีรูพรุน ไฮโดรเจนจะระเหยออกจากสารละลายหลอมเหลว ทำให้เกิดช่องว่างอากาศเล็กๆ ขณะที่โลหะเย็นตัวและแข็งตัว รูพรุนมักจะทำให้คุณสมบัติทางกลของโลหะเสื่อมลงอย่างมาก
วิธีที่มีประสิทธิภาพในการกำจัดไฮโดรเจนออกจากโลหะหลอมเหลวคือการเป่าก๊าซแห้งที่ไม่ละลายน้ำผ่านโลหะหลอมเหลวโดยการไล่ก๊าซหรือการกวน เมื่อฟองอากาศลอยขึ้นในโลหะหลอมเหลว ฟองอากาศจะดักจับไฮโดรเจนที่ละลายอยู่และนำมันขึ้นสู่ผิวหน้า คลอรีน ไนโตรเจน ฮีเลียม และอาร์กอน มักใช้ในการกำจัดก๊าซออกจากโลหะที่ไม่ใช่เหล็ก ส่วนคาร์บอนมอนอกไซด์มักใช้กับเหล็กและเหล็กกล้า
มีอุปกรณ์หลายประเภทที่สามารถวัดปริมาณไฮโดรเจนได้ หรืออีกวิธีหนึ่งคือ สามารถวัดปริมาณไฮโดรเจนได้โดยการหาความหนาแน่นของตัวอย่างโลหะ
ในกรณีที่ยังคงมีรูพรุนหลงเหลืออยู่หลังจากกระบวนการไล่แก๊สแล้ว สามารถอุด รูพรุนได้ด้วยกระบวนการที่เรียกว่า การ อัดโลหะ
การทำแม่พิมพ์
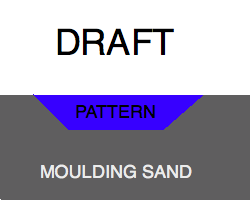
ในกระบวนการหล่อขึ้นรูป จะมีการสร้าง แบบจำลองในรูปทรงของชิ้นส่วนที่ต้องการ แบบที่เรียบง่ายสามารถทำได้โดยใช้แบบจำลองชิ้นเดียวหรือแบบจำลองตัน ส่วนแบบที่ซับซ้อนกว่านั้นจะทำเป็นสองส่วน เรียกว่า แบบจำลองแยกส่วน แบบจำลองแยกส่วนจะมีส่วนบนหรือส่วนด้านบน เรียกว่า โคป (cope) และส่วนล่างหรือส่วนด้านล่าง เรียกว่า แดร็ก (drag) ทั้งแบบจำลองตันและแบบจำลองแยกส่วนสามารถใส่แกนกลางเข้าไปเพื่อให้ได้รูปทรงของชิ้นส่วนสุดท้าย แกนกลางใช้เพื่อสร้างพื้นที่กลวงในแม่พิมพ์ซึ่งหากไม่มีแกนกลางจะไม่สามารถทำได้ รอยต่อระหว่างโคปและแดร็กเรียกว่าเส้นแบ่งแม่พิมพ์ (parting line )
เมื่อทำการสร้างแบบพิมพ์ ควรทำให้ขอบของแบบพิมพ์เรียวลง เพื่อให้สามารถถอดแบบพิมพ์ออกได้โดยไม่ทำให้แม่พิมพ์เสียหาย วิธีนี้เรียกว่าการเอียงขอบ (draft ) ตรงกันข้ามกับการเอียงขอบ คือ การที่ส่วนหนึ่งของแบบพิมพ์อยู่ใต้เนื้อวัสดุของแม่พิมพ์ ทำให้ไม่สามารถถอดแบบพิมพ์ออกได้โดยไม่ทำให้แม่พิมพ์เสียหาย
แบบจำลองทำจากขี้ผึ้ง ไม้ พลาสติก หรือโลหะ แม่พิมพ์ถูกสร้างขึ้นโดยกระบวนการที่แตกต่างกันหลายวิธี ขึ้นอยู่กับประเภทของโรงหล่อ โลหะที่จะหล่อ ปริมาณชิ้นส่วนที่จะผลิต ขนาดของชิ้นงานหล่อ และความซับซ้อนของชิ้นงานหล่อ กระบวนการผลิตแม่พิมพ์เหล่านี้ได้แก่:
- การหล่อทราย–แม่พิมพ์ทรายดิบหรือแม่พิมพ์ทรายที่ยึดด้วยเรซิน
- การหล่อแบบโฟมหาย–ใช้แม่พิมพ์โพลีสไตรีนที่ผสมเซรามิกและทราย
- การหล่อแบบแม่พิมพ์ เซรามิก – ใช้ขี้ผึ้งหรือวัสดุที่คล้ายกันเป็นแบบจำลองที่ใช้แล้วสลายตัวได้
- การหล่อแม่พิมพ์เซรามิก–แม่พิมพ์ปูนปลาสเตอร์
- การหล่อแบบV-process –การหล่อแบบสุญญากาศโดยใช้พลาสติกขึ้นรูปด้วยความร้อนเพื่อขึ้นรูปแม่พิมพ์ทราย ไม่จำเป็นต้องใช้ความชื้น ดินเหนียว หรือเรซิน
- การหล่อขึ้นรูปด้วยแม่พิมพ์โลหะ–แม่พิมพ์โลหะ
- การหล่อแท่งโลหะ (Billet casting) –แม่พิมพ์อย่างง่ายสำหรับผลิตแท่งโลหะ ซึ่งโดยปกติจะใช้ในโรงหล่ออื่นๆ
- การหล่อแบบดินเหนียว–แม่พิมพ์ที่สร้างขึ้นเพื่อใช้ในการหล่อวัตถุขนาดใหญ่ เช่นปืนใหญ่กระบอกสูบเครื่องยนต์ไอน้ำและระฆัง
เท

ในโรงหล่อ โลหะหลอมเหลวจะถูกเทลงในแม่พิมพ์การเทอาจทำได้โดยอาศัยแรงโน้มถ่วง หรืออาจใช้สุญญากาศหรือก๊าซอัดช่วย โรงหล่อสมัยใหม่หลายแห่งใช้หุ่นยนต์หรือเครื่องเทอัตโนมัติในการเทโลหะหลอมเหลว ในอดีต การเทโลหะลงในแม่พิมพ์ทำด้วยมือโดยใช้ทัพพี
เขย่า
จากนั้นจึงนำชิ้นส่วนโลหะที่แข็งตัวแล้วออกจากแม่พิมพ์ ในกรณีที่แม่พิมพ์ทำจากทราย สามารถทำได้โดยการเขย่าหรือหมุน วิธีนี้จะช่วยให้ชิ้นงานหล่อหลุดออกจากทราย ซึ่งยังคงติดอยู่กับรางและช่องทางโลหะ – ซึ่งเป็นช่องทางที่โลหะหลอมเหลวไหลผ่านไปยังชิ้นส่วนนั้นเอง
การลดระดับ
การถอดชิ้นส่วนหล่อ คือการกำจัดส่วนหัว ส่วนวิ่ง ส่วนประตู และส่วนยกออกจากชิ้นงานหล่อ ส่วนวิ่ง ส่วนประตู และส่วนยกอาจถูกกำจัดออกโดยใช้หัวเผาตัดเลื่อยสายพานหรือใบมีดตัดเซรามิก สำหรับโลหะบางชนิด และด้วยการออกแบบระบบประตูหล่อบางแบบ ส่วนวิ่ง ส่วนประตู และส่วนยื่นอาจถูกกำจัดออกโดยการทุบให้แตกออกจากชิ้นงานหล่อด้วยค้อนขนาดใหญ่หรือเครื่องจักรที่ออกแบบมาเป็นพิเศษ ส่วนยกมักจะต้องกำจัดออกโดยใช้วิธีการตัด (ดูด้านบน) แต่บางวิธีใหม่ๆ ในการกำจัดส่วนยกจะใช้เครื่องจักรที่มีการออกแบบพิเศษที่รวมอยู่ในรูปทรงคอของส่วนยก ทำให้ส่วนยกแตกออกได้ในตำแหน่งที่ถูกต้อง
ระบบการเทโลหะหล่อในแม่พิมพ์จะทำให้เกิดโลหะส่วนเกิน ซึ่งรวมถึงส่วนหัว ส่วนยื่น และส่วนที่เหลือจากการเท (บางครั้งเรียกรวมกันว่าส่วนที่เหลือจากการเท) ซึ่งอาจมีปริมาณมากกว่า 50% ของโลหะที่จำเป็นในการเทแม่พิมพ์ให้เต็ม เนื่องจากโลหะส่วนเกินนี้จะต้องนำไปหลอมใหม่เพื่อใช้เป็นส่วนที่เหลือ การคำนึงถึงปริมาณโลหะส่วนเกินจากระบบการเทโลหะหล่อแต่ละแบบจึงเป็นปัจจัยสำคัญทางเศรษฐกิจในการออกแบบระบบการเทโลหะหล่อต่างๆ เพื่อลดต้นทุนของส่วนที่เหลือจากการเท และลดต้นทุนการหลอมโดยรวม
การอบชุบด้วยความร้อน

การอบชุบความร้อนเป็นกลุ่มของกระบวนการทางอุตสาหกรรมและงานโลหะที่ใช้ในการเปลี่ยนแปลงคุณสมบัติทางกายภาพ และบางครั้งทางเคมี ของวัสดุ การใช้งานที่พบมากที่สุดคือทางด้านโลหะวิทยา การอบชุบความร้อนยังใช้ในการผลิตวัสดุอื่นๆ อีกมากมาย เช่น แก้ว การอบชุบความร้อนเกี่ยวข้องกับการใช้ความร้อนหรือความเย็น โดยปกติที่อุณหภูมิสูงมาก เพื่อให้ได้ผลลัพธ์ที่ต้องการ เช่น การทำให้วัสดุแข็งขึ้นหรืออ่อนลง เทคนิคการอบชุบความร้อน ได้แก่การอบอ่อนการชุบแข็ง ผิว การเสริมความแข็งแรง ด้วยการตกตะกอน การอบคืนตัวและการชุบแข็งอย่างรวดเร็วแม้ว่าคำว่า "การอบชุบความร้อน" จะใช้ได้เฉพาะกับกระบวนการที่การให้ความร้อนและความเย็นทำขึ้นเพื่อจุดประสงค์เฉพาะในการเปลี่ยนแปลงคุณสมบัติโดยเจตนา แต่การให้ความร้อนและความเย็นมักเกิดขึ้นโดยบังเอิญในระหว่างกระบวนการผลิตอื่นๆ เช่น การขึ้นรูปด้วยความร้อนหรือการเชื่อม
การทำความสะอาดพื้นผิว
หลังจากกระบวนการขจัดเศษแม่พิมพ์และการอบชุบความร้อนแล้ว ทรายหรือวัสดุหล่ออื่นๆ อาจยังคงติดอยู่กับชิ้นงานหล่อ เพื่อกำจัดเศษแม่พิมพ์ที่เหลืออยู่ จะต้องทำความสะอาดพื้นผิวโดยใช้กระบวนการพ่นทราย ซึ่งหมายความว่าวัสดุที่เป็นเม็ดเล็กๆ จะถูกพ่นไปที่พื้นผิวของชิ้นงานหล่อเพื่อขจัดทรายที่ติดอยู่ด้วยกลไก วัสดุอาจถูกเป่าด้วยลมอัด หรืออาจถูกเหวี่ยงโดยใช้ล้อพ่น วัสดุทำความสะอาดจะกระแทกพื้นผิวของชิ้นงานหล่อด้วยความเร็วสูงเพื่อทำให้เศษแม่พิมพ์ (เช่น ทราย ตะกรัน) หลุดออกจากพื้นผิวของชิ้นงานหล่อ วัสดุหลายชนิดสามารถใช้ทำความสะอาดพื้นผิวของชิ้นงานหล่อได้ รวมถึงเหล็ก เหล็กกล้า โลหะผสมอื่นๆ อะลูมิเนียมออกไซด์ ลูกปัดแก้ว เปลือกวอลนัท ผงฟู และอื่นๆ อีกมากมาย วัสดุที่ใช้ในการพ่นทรายจะถูกเลือกเพื่อให้สีและความสะท้อนแสงของพื้นผิวชิ้นงานหล่อดีขึ้น คำที่ใช้ในการอธิบายกระบวนการนี้ ได้แก่ การทำความสะอาด การพ่นลูกปัด และการพ่นทราย การพ่นลูกเหล็กอาจใช้เพื่อเพิ่มความแข็งแรงและตกแต่งพื้นผิวให้ดียิ่งขึ้น
เสร็จสิ้น

ขั้นตอนสุดท้ายในกระบวนการหล่อโดยทั่วไปเกี่ยวข้องกับการเจียร การขัด หรือการกลึงชิ้นส่วนเพื่อให้ได้ขนาด รูปทรง และผิวสำเร็จตามที่ต้องการ
การกำจัดวัสดุส่วนที่เหลืออยู่บริเวณช่องประตู (gate stub) มักทำโดยใช้เครื่องเจียรหรือเครื่องขัดกระบวนการเหล่านี้ใช้เพราะอัตราการกำจัดวัสดุช้าพอที่จะควบคุมปริมาณวัสดุที่ถูกกำจัดออกไปได้ ขั้นตอนเหล่านี้จะทำก่อนการกลึงขั้นสุดท้าย
หลังจากทำการเจียรแล้ว พื้นผิวใดๆ ที่ต้องการการควบคุมขนาดอย่างแม่นยำจะถูกกลึงขึ้นรูป ชิ้นงานหล่อจำนวนมากถูกกลึงขึ้นรูปด้วยเครื่องกัดCNC เหตุผลก็คือ กระบวนการเหล่านี้มีความสามารถในการควบคุมขนาดและมีความแม่นยำซ้ำได้ดีกว่ากระบวนการหล่อหลายๆ แบบ อย่างไรก็ตาม ในปัจจุบันก็ไม่ใช่เรื่องแปลกที่จะนำชิ้นงานหล่อมาใช้งานโดยไม่ต้องกลึงขึ้นรูป
โรงหล่อบางแห่งให้บริการอื่นๆ ก่อนจัดส่งผลิตภัณฑ์หล่อให้กับลูกค้า เป็นเรื่องปกติที่จะทาสีชิ้นงานหล่อเพื่อป้องกันการกัดกร่อนและปรับปรุงรูปลักษณ์ โรงหล่อบางแห่งประกอบชิ้นงานหล่อเป็นเครื่องจักรหรือชิ้นส่วนย่อยที่สมบูรณ์ โรงหล่ออื่นๆเชื่อมชิ้นงานหล่อหรือโลหะดัดหลายชิ้นเข้าด้วยกันเพื่อสร้างผลิตภัณฑ์สำเร็จรูป[ 3 ]
ปัจจุบันเครื่องจักรหุ่นยนต์กำลังดำเนินการกระบวนการตกแต่งมากขึ้นเรื่อยๆ ซึ่งช่วยลดความจำเป็นที่มนุษย์จะต้องทำการเจียรหรือทำลายแนวแบ่ง วัสดุทางเข้า หรือตัวป้อนด้วยตนเอง เครื่องจักรสามารถลดความเสี่ยงต่อการบาดเจ็บของคนงานและลดต้นทุนสำหรับวัสดุสิ้นเปลือง ในขณะเดียวกันก็เพิ่มผลผลิต นอกจากนี้ยังจำกัดโอกาสเกิดข้อผิดพลาดจากมนุษย์และเพิ่มความสม่ำเสมอในคุณภาพของการเจียร[ 5 ]
การจำลองกระบวนการหล่อ

การจำลองกระบวนการหล่อใช้ ระเบียบ วิธีเชิงตัวเลขในการคำนวณคุณภาพของชิ้นส่วนหล่อ โดยพิจารณาถึงการเติมแม่พิมพ์ การแข็งตัวและการเย็นตัว และให้การคาดการณ์เชิงปริมาณของคุณสมบัติทางกลของ ชิ้นงาน หล่อ ความเครียดจากความร้อนและการบิดเบี้ยว การจำลองจะอธิบายคุณภาพของชิ้นส่วนหล่อได้อย่างแม่นยำก่อนเริ่มการผลิต การออกแบบระบบการหล่อสามารถทำได้โดยคำนึงถึงคุณสมบัติของชิ้นส่วนที่ต้องการ ซึ่งมีประโยชน์มากกว่าการลดการสุ่มตัวอย่างก่อนการผลิต เนื่องจากรูปแบบที่แม่นยำของระบบการหล่อทั้งหมดจะช่วยประหยัดพลังงาน วัสดุ และเครื่องมือได้อีกด้วย
ซอฟต์แวร์นี้ช่วยผู้ใช้ในการออกแบบชิ้นส่วน การกำหนดวิธีการหลอมและการหล่อ ไปจนถึงการทำแบบจำลองและแม่พิมพ์การอบชุบความร้อนและการตกแต่ง ซึ่งช่วยประหยัดต้นทุนตลอดกระบวนการผลิตการหล่อทั้งหมด
การจำลองกระบวนการหล่อได้รับการพัฒนาขึ้นครั้งแรกในมหาวิทยาลัยตั้งแต่ช่วงต้นทศวรรษ 1970 โดยส่วนใหญ่ในยุโรปและสหรัฐอเมริกา และถือเป็นนวัตกรรมที่สำคัญที่สุดในเทคโนโลยีการหล่อในช่วง 50 ปีที่ผ่านมา ตั้งแต่ปลายทศวรรษ 1980 มีโปรแกรมเชิงพาณิชย์ (เช่น PoligonSoft, AutoCAST และ Magma) ที่ทำให้โรงหล่อสามารถเข้าใจสิ่งที่เกิดขึ้นภายในแม่พิมพ์หรือแบบหล่อในระหว่างกระบวนการหล่อได้ดียิ่งขึ้น[ 6 ]
ดูเพิ่มเติม
ลิงก์ภายนอก
- สมาคมโรงหล่ออเมริกัน
- สมาคมโรงหล่อแห่งแคนาดา
- สถาบันช่างหล่อชาวอินเดีย
- เอกสารภาพถ่ายเกี่ยวกับกระบวนการก่อตั้ง
- สมาคมผู้ก่อตั้งเหล็กกล้าแห่งอเมริกา
- องค์การหล่อโลหะโลก