อ่าน 3 นาที
ดอกสว่าน
ใน งานกลึง โลหะ ดอก กัด เป็น เครื่องมือตัด ที่ไม่หมุนใช้ใน เครื่องกลึงโลหะ เครื่อง ไส และ เครื่องขัดผิว โดยทั่วไปมักเรียกเครื่องมือตัดแบบนี้ว่า เครื่องมือตัดแบบจุดเดียว...
ดอกสว่าน
ในงานกลึง โลหะ ดอกกัด เป็น เครื่องมือตัดที่ไม่หมุนใช้ในเครื่องกลึงโลหะเครื่องไสและเครื่องขัดผิวโดยทั่วไปมักเรียกเครื่องมือตัดแบบนี้ว่าเครื่องมือตัดแบบจุดเดียว (single-point cutting tool ) เพื่อแยกแยะจากเครื่องมือตัดอื่นๆ เช่นเลื่อยหรือเครื่องตัดด้วยน้ำแรงดันสูง คมตัด ของดอกกัดจะถูกลับให้เหมาะสมกับการใช้งานกลึงแต่ละประเภท และอาจลับคมหรือปรับรูปทรงใหม่ได้ตามต้องการ ดอกกัดที่ลับคมแล้วจะถูกยึดไว้อย่างแน่นหนาด้วยตัวจับยึดเครื่องมือขณะทำการตัด


เรขาคณิต

การงัดด้านหลังช่วยควบคุมทิศทางของเศษโลหะ ซึ่งจะโค้งเข้าหาชิ้นงานโดยธรรมชาติเนื่องจากความยาวของส่วนนอกและส่วนในของการตัดแตกต่างกัน นอกจากนี้ยังช่วยลดแรงกดจากชิ้นงานต่อเครื่องมือโดยการดึงเครื่องมือเข้าหาชิ้นงาน
มุมเอียงด้านข้างและมุมเอียงด้านหลังช่วยควบคุมการไหลของเศษวัสดุและลดแรงต้านของชิ้นงานต่อการเคลื่อนที่ของหัวตัดได้บางส่วน และสามารถปรับให้เหมาะสมกับวัสดุที่กำลังตัดได้ ตัวอย่างเช่น ทองเหลืองต้องการมุมเอียงด้านหลังและด้านข้างที่ 0 องศา ในขณะที่อลูมิเนียมใช้มุมเอียงด้านหลัง 35 องศาและมุมเอียงด้านข้าง 15 องศา
รัศมีปลายคมตัดช่วยให้ผิวงานเรียบเนียนขึ้น เนื่องจากสามารถทับซ้อนกับรอยตัดก่อนหน้าและขจัดส่วนที่นูนและเว้าที่เกิดจากเครื่องมือปลายแหลม นอกจากนี้ การมีรัศมียังช่วยเสริมความแข็งแรงให้กับปลายคมตัด เนื่องจากปลายแหลมนั้นค่อนข้างเปราะบาง รัศมีปลายคมตัดจะแตกต่างกันไปตามการทำงานของเครื่องจักร เช่น การกลึงหยาบ การกลึงกึ่งละเอียด หรือการกลึงละเอียด และยังขึ้นอยู่กับวัสดุของชิ้นส่วนที่ตัดด้วย เช่น เหล็ก เหล็กหล่อ อลูมิเนียม และอื่นๆ
มุมอื่นๆ ทั้งหมดมีไว้เพื่อเว้นระยะห่าง เพื่อไม่ให้ส่วนใดส่วนหนึ่งของเครื่องมือ นอกจากคมตัดจริง สัมผัสกับชิ้นงาน มุมเว้นระยะห่างด้านหน้าโดยทั่วไปอยู่ที่ 8 องศา ในขณะที่มุมเว้นระยะห่างด้านข้างอยู่ที่ 10-15 องศา และขึ้นอยู่กับอัตราการป้อนที่คาดหวังด้วย
ควรเลือกมุมตัดที่น้อยที่สุดที่เหมาะสมกับงาน เนื่องจากเมื่อคมมีดคมขึ้น เครื่องมือจะอ่อนแรงลงเพราะการรองรับด้านหลังคมมีดลดลง และความสามารถในการดูดซับความร้อนที่เกิดจากการตัดลดลง
มุมคายเศษที่ด้านบนของเครื่องมือไม่จำเป็นต้องแม่นยำมากนักเพื่อให้สามารถตัดได้ แต่เพื่อให้ตัดได้อย่างมีประสิทธิภาพ จะต้องมีมุมคายเศษด้านหลังและด้านข้างที่เหมาะสมที่สุด
วัสดุ
เหล็กกล้า
เดิมที ดอกสว่านทั้งหมดทำจากเหล็กกล้าคาร์บอนสูง ที่มีกระบวนการ ชุบแข็งและอบคืนตัวที่เหมาะสมแต่หลังจากมีการนำเหล็กกล้าความเร็วสูง (HSS) มาใช้ (ช่วงต้นศตวรรษที่ 20) คาร์ไบด์เผาผนึก (ทศวรรษ 1930) เซรามิกและ หัวตัด เพชรวัสดุเหล่านี้ก็ค่อยๆ เข้ามาแทนที่เหล็กกล้าชนิดเดิมในงานตัดเกือบทุกประเภท ปัจจุบัน ดอกสว่านส่วนใหญ่ทำจาก HSS เหล็กกล้าโคบอลต์หรือคาร์ไบด์
คาร์ไบด์และเซรามิก
คาร์ไบด์เซรามิก (เช่นคิวบิกโบรอนไนไตรด์ ) และเพชร ซึ่งมีความแข็งมากกว่าเหล็กกล้าความเร็วสูง (HSS) ล้วนช่วยให้สามารถกำจัดวัสดุได้เร็วกว่า HSS ในกรณีส่วนใหญ่ เนื่องจากวัสดุเหล่านี้มีราคาแพงกว่าและเปราะกว่าเหล็ก โดยทั่วไปแล้วตัวเครื่องมือตัดจึงทำจากเหล็ก และติดคมตัดขนาดเล็กที่ทำจากวัสดุที่แข็งกว่าเข้าไป คมตัดมักจะยึดด้วยสกรูหรือแคลมป์ (ในกรณีนี้เรียกว่าเม็ดมีด) หรือเชื่อมติดกับก้านเหล็ก (โดยปกติจะทำเฉพาะกับคาร์ไบด์เท่านั้น)
แทรก
เครื่องมือตัดประสิทธิภาพสูงเกือบทั้งหมดใช้เม็ดมีดแบบถอดเปลี่ยนได้มีเหตุผลหลายประการสำหรับเรื่องนี้ ประการแรก ที่ความเร็วและอัตราการป้อนสูงมากที่วัสดุเหล่านี้รองรับ ปลายคมตัดสามารถมีอุณหภูมิสูงพอที่จะละลายวัสดุประสานที่ยึดติดกับด้ามจับได้ ด้านเศรษฐศาสตร์ก็สำคัญเช่นกัน เม็ดมีดถูกผลิตให้สมมาตรเพื่อให้เมื่อคมตัดด้านแรกทื่อแล้วก็สามารถหมุนไปใช้คมตัดใหม่ได้ เม็ดมีดบางชนิดยังผลิตมาให้สามารถพลิกกลับด้านได้ ทำให้มีคมตัดมากถึง 16 คมต่อเม็ด เม็ดมีดมีหลายประเภท: บางชนิดสำหรับงานหยาบ บางชนิดสำหรับงานละเอียด และบางชนิดทำขึ้นสำหรับงานเฉพาะทาง เช่น การตัดเกลียวหรือร่อง อุตสาหกรรมใช้ระบบการตั้งชื่อมาตรฐานเพื่ออธิบายเม็ดมีดตามรูปทรง วัสดุ วัสดุเคลือบ และขนาด
เครื่องมือแบบฟอร์ม
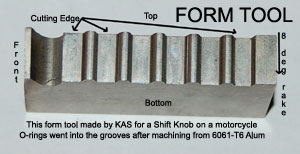
เครื่องมือขึ้นรูป (Form tool) คือเครื่องมือที่ผ่านการเจียรอย่างแม่นยำให้เป็นแบบที่คล้ายกับชิ้นส่วนที่จะขึ้นรูป เครื่องมือขึ้นรูปนี้สามารถใช้งานได้ในขั้นตอนเดียว จึงช่วยลดขั้นตอนการทำงานอื่นๆ จากแท่นเลื่อน (ด้านหน้า ด้านหลัง และ/หรือแนวตั้ง) และป้อมหมุน เช่นเครื่องมือขึ้นรูปกล่องเครื่องมือขึ้นรูปสามารถกลึงได้หลายขนาดเส้นผ่านศูนย์กลางพร้อมๆ กับการป้อนชิ้นงาน ก่อนที่จะมีการใช้เครื่องมือขึ้นรูป การกลึงขนาดเส้นผ่านศูนย์กลางต่างๆ ต้องใช้การทำงานของแท่นเลื่อนและป้อมหมุนหลายครั้ง ทำให้ต้องใช้เวลาและแรงงานมากขึ้นในการผลิตชิ้นส่วน ตัวอย่างเช่น เครื่องมือขึ้นรูปสามารถกลึงได้หลายขนาดเส้นผ่านศูนย์กลาง และยังสามารถตัดชิ้นส่วนได้ในขั้นตอนเดียวโดยไม่ต้องหมุนป้อมหมุน สำหรับเครื่องจักรแกนหมุนเดี่ยว การลดความจำเป็นในการหมุนป้อมหมุนสามารถเพิ่มอัตราการผลิตชิ้นส่วนต่อชั่วโมงได้อย่างมาก
ในงานที่ใช้เวลานาน มักจะใช้เครื่องมือกัดหยาบที่สถานีเลื่อนหรือสถานีหมุนที่แตกต่างกันเพื่อกำจัดวัสดุส่วนใหญ่เพื่อลดการสึกหรอของเครื่องมือขึ้นรูป
เครื่องมือขึ้นรูปมีหลายประเภท เครื่องมือขึ้นรูปชนิดใส่เม็ดมีดเป็นแบบที่ใช้กันทั่วไปสำหรับงานขนาดเล็กถึงขนาดกลาง (50 ถึง 20,000 ชิ้น) เครื่องมือขึ้นรูปทรงกลมมักใช้สำหรับงานที่ยาวกว่า เนื่องจากสามารถเจียรปลายเครื่องมือออกได้หลายครั้งขณะหมุนเครื่องมือในตัวยึด นอกจากนี้ยังมีเครื่องมือตัดเฉือนที่สามารถใช้สำหรับการตัดตกแต่งเบาๆ เครื่องมือขึ้นรูปสามารถทำจากเหล็กโคบอลต์ คาร์ไบด์ หรือเหล็กความเร็วสูง คาร์ไบด์ต้องการการดูแลเป็นพิเศษเนื่องจากเปราะมากและจะแตกหักได้หากเกิดการสั่นสะเทือน
ข้อเสียของการใช้เครื่องมือขึ้นรูปคือ การป้อนชิ้นงานมักจะช้า โดยอยู่ที่ 0.0005" ถึง 0.0012" ต่อรอบ ขึ้นอยู่กับความกว้างของเครื่องมือ เครื่องมือขึ้นรูปที่กว้างจะสร้างความร้อนมากกว่า และมักก่อให้เกิดปัญหาเรื่องการสั่นสะเทือน ความร้อนและการสั่นสะเทือนจะลดอายุการใช้งานของเครื่องมือ นอกจากนี้ เครื่องมือขึ้นรูปที่กว้างกว่า 2.5 เท่าของเส้นผ่านศูนย์กลางที่เล็กที่สุดของชิ้นงานที่กำลังกลึง มีความเสี่ยงที่ชิ้นงานจะแตกหักได้มากกว่า[ 1 ]เมื่อกลึงชิ้นงานที่มีความยาวมากขึ้น สามารถใช้ตัวรองรับจากป้อมปืนเพื่อเพิ่มความยาวในการกลึงจาก 2.5 เท่าเป็น 5 เท่าของเส้นผ่านศูนย์กลางที่เล็กที่สุดของชิ้นงานที่กำลังกลึง และวิธีนี้ยังช่วยลดการสั่นสะเทือนได้อีกด้วย แม้จะมีข้อเสีย แต่การลดขั้นตอนการทำงานเพิ่มเติมมักทำให้การใช้เครื่องมือขึ้นรูปเป็นตัวเลือกที่มีประสิทธิภาพมากที่สุด
ตัวยึดเครื่องมือ
การจำกัดการใช้ปลายคมตัดที่แข็งและมีราคาแพงไว้เฉพาะส่วนที่ทำการตัดจริง จะช่วยลดต้นทุนในการผลิตเครื่องมือลงได้ จากนั้นจึงสามารถใช้เหล็กที่มีความแข็งแรงกว่ามาทำตัวจับยึดเครื่องมือ ซึ่งนอกจากจะมีราคาถูกกว่าแล้ว ยังเหมาะสมกับงานมากกว่าด้วย เนื่องจากมีความเปราะน้อยกว่าวัสดุที่ใช้ทำคมตัด
นอกจากนี้ ยังอาจออกแบบตัวจับยึดเครื่องมือเพื่อเพิ่มคุณสมบัติเพิ่มเติมให้กับการตัด เช่น:
- วิธีการเชิงมุม – ทิศทางการเคลื่อนที่ของเครื่องมือ
- การรับน้ำหนักแบบสปริง – การเบี่ยงเบนของหัวเครื่องมือออกจากวัสดุเมื่อมีการใช้แรงกดมากเกินไป
- ระยะยื่นที่ปรับได้ – ดอกสว่านสามารถยืดหรือหดได้ตามความต้องการของงาน
- ความแข็งแรง – ขนาดของตัวจับยึดเครื่องมือสามารถ ปรับให้ เหมาะสมกับงานที่จะทำได้
- ฉีดน้ำมันหล่อเย็นหรือสารหล่อลื่นตัดตรงไปยังบริเวณที่ทำการตัด
โปรดทราบว่าเนื่องจากความแข็ง (มากกว่าความแข็งแรง) มักเป็นตัวกำหนดการออกแบบของตัวจับยึดเครื่องมือ ดังนั้นเหล็กที่ใช้จึงไม่จำเป็นต้องแข็งหรือแข็งแรงเป็นพิเศษ เนื่องจากความแตกต่างของความแข็งของโลหะผสมเหล็กส่วนใหญ่ค่อนข้างน้อย
ตัวจับยึดที่ใช้กับเครื่องกลึง
ตัวจับดอกสว่านและแท่นวางเครื่องมือ
แท่นวางเครื่องมือเป็นส่วนหนึ่งของเครื่องกลึงโลหะซึ่งอาจยึดดอกสว่านโดยตรงหรือยึดตัวจับดอกสว่านที่มีดอกสว่านอยู่ภายใน แท่นวางเครื่องมือมีหลากหลายรูปแบบ (รวมถึงแท่นวางเครื่องมือพื้นฐาน แท่นวางเครื่องมือแบบโยก แท่นวางเครื่องมือแบบเปลี่ยนเร็ว และแท่นวางเครื่องมือแบบป้อมปืน) และตัวจับดอกสว่าน (ที่มีรูปทรงและคุณสมบัติแตกต่างกันไป)
เครื่องมือกล่อง
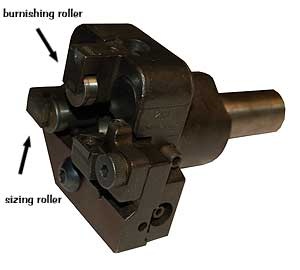
เครื่องมือแบบกล่องติดตั้งอยู่บนป้อมปืนของ เครื่อง กลึงป้อมปืนหรือเครื่องกลึงสกรูโดยพื้นฐานแล้วมันคือแท่นวางเครื่องมือที่นำตัวรองรับชิ้นงานมาด้วย ดอกกัด (หรือดอกกัดหลายดอก) และตัวรองรับชิ้นงานขนาดกะทัดรัด (โดยปกติจะเป็นรูปตัว V หรือมีลูกกลิ้งสองตัว[ 2 ] ) ติดตั้งอยู่ตรงข้ามกันในตัวที่ล้อมรอบชิ้นงาน (สร้างเป็น "กล่อง" รอบๆ ชิ้นงาน) เมื่อดอกกัดออกแรงเบี่ยงเบนด้านข้างบนชิ้นงาน ตัวรองรับชิ้นงานจะต้านทานแรงนั้น ทำให้เกิดความแข็งแรง เครื่องมือแบบกล่องอีกประเภทหนึ่งที่นิยมใช้คือการใช้ลูกกลิ้งสองตัวแทนตัวรองรับชิ้นงาน ลูกกลิ้งตัวหนึ่งเรียกว่า "ลูกกลิ้งปรับขนาด" และอีกตัวหนึ่งเรียกว่า "ลูกกลิ้งขัดเงา" ลูกกลิ้งจะหมุนไปพร้อมกับชิ้นงานเพื่อลดรอยขีดข่วนบนชิ้นงานที่กลึงเสร็จแล้ว อาจใช้ดอกกัดที่อยู่ตรงข้ามกัน (แทนตัวรองรับ) เพื่อหักล้างแรงเบี่ยงเบนของกันและกัน (เรียกว่า "เครื่องมือกลึงสมดุล") ในกรณีนี้ เครื่องมือแบบกล่องจะเริ่มทับซ้อนกันในด้านรูปร่าง ฟังก์ชัน และเอกลักษณ์กับเครื่อง กัดกลวง
ตัวยึดที่ใช้กับเครื่องขึ้นรูป เครื่องเซาะร่อง และเครื่องไสไม้
กล่องตบไม้
เครื่องขึ้นรูป เครื่องเซาะร่อง และเครื่องไสไม้มักใช้ตัวยึดเครื่องมือชนิดหนึ่งที่เรียกว่ากล่องประกบซึ่งจะแกว่งได้อย่างอิสระในจังหวะการเคลื่อนที่กลับของแกนหรือแท่นเครื่อง ในจังหวะการตัดครั้งต่อไป มันจะ "ประกบ" กลับไปยังตำแหน่งการตัด การเคลื่อนที่ของมันคล้ายคลึงกับการเคลื่อนที่ของวาล์วกันกลับแบบ ผีเสื้อ
ตัวยึดที่ใช้กับเครื่องกัด
เครื่องตัดแมลงวัน
ดอกกัดแบบหมุน (Fly cutter) เป็น ดอกกัดชนิดหนึ่งที่ติดตั้งดอกกัดหนึ่งหรือสองดอก ดอกกัดจะหมุนไปพร้อมกับการหมุนของแกนหมุน ทำให้เกิดการกัดผิวหน้า ดอกกัดแบบหมุนเป็นการใช้งานดอกกัดแบบหนึ่งที่ดอกกัดเป็นส่วนหนึ่งของชุดหมุน (ในขณะที่การใช้งานดอกกัดแบบอื่นๆ ส่วนใหญ่เป็นแบบเชิงเส้น)
ประวัติศาสตร์
ดอกสว่านสำหรับงานช่างถูกใช้งานมานานหลายศตวรรษแล้ว แต่การพัฒนาทางเทคโนโลยีก็ยังคงดำเนินต่อไปจนถึงทุกวันนี้ ก่อนปี ค.ศ. 1900 ดอกสว่านเกือบทั้งหมดถูกผลิตขึ้นโดยผู้ใช้งานเอง และโรงงานเครื่องจักรหลายแห่งก็มีเตาหลอมที่จริงแล้ว ช่างเครื่องที่ดีควรมี ความรู้ ด้านการตีเหล็กและถึงแม้ว่าเคมีและฟิสิกส์ของการอบชุบความร้อนของเหล็กจะยังไม่เป็นที่เข้าใจดีนัก (เมื่อเทียบกับวิทยาศาสตร์ในปัจจุบัน) แต่ศิลปะการอบชุบความร้อนในทางปฏิบัตินั้นค่อนข้างก้าวหน้า และเป็นสิ่งที่ช่างโลหะฝีมือดีส่วนใหญ่คุ้นเคยเป็นอย่างดี ดอกสว่านทำจากเหล็กกล้าคาร์บอนสำหรับเครื่องมือซึ่งมีปริมาณคาร์บอนสูงพอที่จะรับการชุบแข็งได้ดี ดอกสว่านแต่ละดอกถูกตีขึ้นรูปด้วยค้อน ชุบแข็ง แล้วจึงลับด้วยหินลับมีด รายละเอียดที่แน่นอนของการอบชุบความร้อนและรูปทรงของปลายดอกสว่านนั้นขึ้นอยู่กับประสบการณ์และความชอบส่วนบุคคล
ความก้าวหน้าทางเทคโนโลยีที่สำคัญเกิดขึ้นในช่วงปี 1890–1910 เมื่อFrederick Winslow Taylorนำวิธีการทางวิทยาศาสตร์มาใช้ในการศึกษาดอกกัดและประสิทธิภาพการตัด (รวมถึงรูปทรงเรขาคณิต โลหะวิทยา และการอบชุบความร้อน ตลอดจนความเร็วและอัตราป้อนความลึกของการตัด อัตราการกำจัดโลหะ และอายุการใช้งานของเครื่องมือ) ร่วมกับ Maunsel White และผู้ช่วยต่างๆ เขาได้พัฒนาเหล็กกล้าความเร็วสูง (ซึ่งคุณสมบัติมาจากทั้งส่วนผสมของธาตุโลหะผสมและวิธีการอบชุบความร้อน) การทดลองตัดของเขาได้ตัดผ่านวัสดุชิ้นงานจำนวนมาก ใช้ดอกกัดหลายพันดอก และสร้างเศษโลหะจำนวนมหาศาล การทดลองเหล่านี้ได้รับการสนับสนุนส่วนใหญ่จากWilliam Sellers (ผู้บริหารหลักของMidvale Steelและอู่ต่อเรือ Cramp) และต่อมาโดยBethlehem Steel [ 3 ] Taylorไม่เพียงแต่พัฒนาวัสดุใหม่เพื่อทำหัวตัดแบบจุดเดียวเท่านั้น แต่เขายังกำหนดรูปทรงเรขาคณิตที่เหมาะสมที่สุด (มุมคายเศษ มุมคลายตัว รัศมีปลาย ฯลฯ) เขาได้พัฒนาสมการของ Taylor สำหรับอายุการใช้งานของเครื่องมือ หลังจากเทย์เลอร์แล้ว แนวคิดที่ว่าศิลปะการทำโลหะด้วยฝีมือช่างแต่ละคนนั้นเป็นตัวแทนของเทคโนโลยีการทำโลหะระดับสูงสุดก็ไม่ได้เป็นที่ยอมรับอีกต่อไป นี่เป็นส่วนหนึ่งของแนวโน้มที่ใหญ่ขึ้นในช่วงศตวรรษที่ 19 และ 20 ซึ่งวิทยาศาสตร์ถูกผสมผสานเข้ากับศิลปะในวัฒนธรรมทางวัตถุของชีวิตประจำวัน ( วิทยาศาสตร์ประยุกต์ )
ในไม่ช้า สเตลไลต์ก็กลายเป็นวัสดุที่ใช้ทำใบมีดตัดเดี่ยวเช่นเดียวกับเหล็กกล้าความเร็วสูง แม้ว่าการกลึงด้วยเพชรจะมีมานานแล้ว แต่ก็ไม่ใช่จนกระทั่งโลหะชนิดใหม่ที่มีราคาแพงเหล่านี้เกิดขึ้นมา แนวคิดเรื่องการใช้เม็ดมีดตัดจึงถูกนำมาใช้กันอย่างแพร่หลายในการกลึง ก่อนหน้านี้ ใบมีดตัดเดี่ยวส่วนใหญ่ถูกตีขึ้นรูปจากเหล็กกล้าเครื่องมือทั้งหมด (แล้วจึงเจียรปลาย) ต่อมา การติดปลายแยก (ที่ทำจากวัสดุชนิดหนึ่ง) เข้ากับตัวยึด (ที่ทำจากวัสดุอีกชนิดหนึ่ง) กลายเป็นเรื่องปกติมากขึ้น ด้วยการพัฒนาเม็ดมีดคาร์ไบด์ซีเมนต์ (ทศวรรษ 1920) และเม็ดมีดเซรามิก (หลังสงครามโลกครั้งที่ 2) ที่วางจำหน่ายในเชิงพาณิชย์ แนวโน้มนี้จึงเร่งตัวขึ้น เนื่องจากคาร์ไบด์และเซรามิกมีราคาแพงกว่าและไม่เหมาะที่จะใช้เป็นด้ามจับ อย่างไรก็ตาม การพัฒนาทางเทคโนโลยีไม่ได้เข้ามาแทนที่วิธีการแบบเก่าในทันที ระหว่างปี 1900 ถึง 1950 การที่ช่างกลึงจะตีขึ้นรูปเครื่องมือจากเหล็กกล้าเครื่องมือคาร์บอนยังคงเป็นเรื่องปกติอยู่
ปัจจุบัน ในกลุ่มเครื่องมือตัดแบบจุดเดียวที่ใช้ในการผลิตจำนวนมาก (เช่น ชิ้นส่วนยานยนต์) เครื่องมือตัดแบบใช้เม็ดมีดคาร์ไบด์และเซรามิกมีจำนวนมากกว่าเครื่องมือตัดแบบ HSS หรือเหล็กโคบอลต์อย่างมาก ในบริบทการตัดเฉือนอื่นๆ (เช่น โรงงานรับจ้างผลิต ห้องเครื่องมือ และงานอดิเรก) เครื่องมือตัดแบบหลังยังคงมีอยู่มาก มีการพัฒนาระบบการกำหนดชื่อมาตรฐานอุตสาหกรรมสำหรับรูปทรงของเม็ดมีดแต่ละประเภท จำนวนสูตรของคาร์ไบด์และเซรามิกยังคงขยายตัวอย่างต่อเนื่อง และมีการใช้เพชรมากขึ้นกว่าเดิม ความเร็ว อัตราป้อน ความลึกของการตัด และอุณหภูมิที่หน้าสัมผัสการตัดยังคงเพิ่มขึ้นอย่างต่อเนื่อง (โดยอุณหภูมิจะถูกชดเชยด้วยการระบายความร้อนอย่างทั่วถึงผ่านของเหลว อากาศ หรือสเปรย์ ) และเวลาในการทำงานก็ลดลงอย่างต่อเนื่อง การแข่งขันระหว่างผู้ผลิตผลิตภัณฑ์เพื่อลดต้นทุนการผลิตต่อหน่วยอย่างต่อเนื่องผลักดันการพัฒนาเทคโนโลยีโดยผู้ผลิตเครื่องมือ ตราบใดที่ต้นทุนการวิจัยและพัฒนาและการตัดจำหน่ายการซื้อเครื่องมือต่ำกว่าจำนวนเงินที่ประหยัดได้จากการเพิ่มผลผลิต (เช่น การลดค่าใช้จ่ายด้านค่าจ้าง)
ดูเพิ่มเติม
สรุปเนื้อหา
ข้อมูลสำคัญจากบทความ
ข้อมูลสำคัญเกี่ยวกับ ดอกสว่าน
ใน งานกลึง โลหะ ดอก กัด เป็น เครื่องมือตัด ที่ไม่หมุนใช้ใน เครื่องกลึงโลหะ เครื่อง ไส และ เครื่องขัดผิว โดยทั่วไปมักเรียกเครื่องมือตัดแบบนี้ว่า เครื่องมือตัดแบบจุดเดียว...
เรขาคณิต
การงัดด้านหลัง ช่วยควบคุมทิศทางของเศษโลหะ ซึ่งจะโค้งเข้าหาชิ้นงานโดยธรรมชาติเนื่องจากความยาวของส่วนนอกและส่วนในของการตัดแตกต่างกัน นอกจากนี้ยังช่วยลดแรงกดจากชิ้นงานต่อเครื่องมือโดยการดึงเครื่องมือเข้าหาชิ้นงาน
เหล็กกล้า
เดิมที ดอกสว่านทั้งหมดทำจาก เหล็กกล้าคาร์บอนสูง ที่มีกระบวนการ ชุบแข็ง และ อบคืนตัว ที่เหมาะสมแต่หลังจากมีการนำ เหล็กกล้าความเร็วสูง (HSS) มาใช้ (ช่วงต้นศตวรรษที่ 20) คาร์ไบด์ เผาผนึก (ทศวรรษ 1930) เซรามิก และ หัวตัด เพชร วัสดุเหล่านี้ก็ค่อยๆ...
คาร์ไบด์และเซรามิก
คาร์ไบด์ เซรามิก (เช่น คิวบิกโบรอนไนไตรด์ ) และเพชร ซึ่งมีความแข็งมากกว่าเหล็กกล้าความเร็วสูง (HSS) ล้วนช่วยให้สามารถกำจัดวัสดุได้เร็วกว่า HSS ในกรณีส่วนใหญ่ เนื่องจากวัสดุเหล่านี้มีราคาแพงกว่าและเปราะกว่าเหล็ก โดยทั่วไปแล้วตัวเครื่องมือตัดจึงทำจากเหล็ก...