อ่าน 13 นาที
สกรู
สกรูเป็นตัวยึดที่มีเกลียว ภายนอก ที่สามารถขันให้แน่นหรือคลายออกได้ด้วยแรงบิด ( แรงบิด ) ที่หัวสกรูการใช้งานสกรูที่พบได้บ่อยที่สุดคือการยึดวัตถุเข้าด้วยกัน...
สกรู


สกรูเป็นตัวยึดที่มีเกลียว ภายนอก ที่สามารถขันให้แน่นหรือคลายออกได้ด้วยแรงบิด ( แรงบิด ) ที่หัวสกรูการใช้งานสกรูที่พบได้บ่อยที่สุดคือการยึดวัตถุเข้าด้วยกัน และมีหลายรูปแบบสำหรับวัสดุที่หลากหลาย สกรูอาจถูกใส่เข้าไปในรูในชิ้นส่วนที่ประกอบแล้ว หรือสกรูอาจสร้างเกลียวของตัวเอง[ 1 ]
หัวสกรูที่ปลายด้านหนึ่งมีร่องหรือลักษณะอื่น ๆ ที่โดยทั่วไปต้องใช้เครื่องมือในการส่งแรงบิด เครื่องมือที่ใช้ขันสกรูทั่วไป ได้แก่ไขควง ประแจ ประแจปากตาย เหรียญ และประแจหกเหลี่ยมหัวสกรูมักจะมีขนาดใหญ่กว่าตัวสกรู ซึ่งทำหน้าที่เป็นพื้นผิวรองรับและป้องกันไม่ให้สกรูถูกขันลึกเกินความยาว ยกเว้นสกรูตั้ง (หรือที่ เรียกว่า สกรูหนอน ) ส่วนทรงกระบอกของสกรูจากด้านล่างของหัวสกรูถึงปลายเรียกว่าก้านสกรูอาจมีเกลียวเต็มหรือบางส่วน โดยระยะห่างระหว่างเกลียวแต่ละเกลียวเรียกว่าระยะ พิ ทช์[ 2 ] [ 3 ]
สกรูส่วนใหญ่ขันให้แน่นโดย การหมุนตามเข็ม นาฬิกาซึ่งเรียกว่าเกลียวขวา[ 4 ] [ 5 ]สกรูที่มีเกลียวซ้ายใช้ในกรณีพิเศษ เช่น ในกรณีที่สกรูจะต้องรับแรงบิดทวนเข็มนาฬิกา ซึ่งจะทำให้สกรูเกลียวขวาคลายตัว ด้วยเหตุนี้แป้นเหยียบด้านซ้ายของจักรยานจึงมีเกลียวซ้าย[ 6 ]
กลไกสกรูเป็นหนึ่งในหกเครื่องจักรอย่างง่าย แบบคลาสสิก ที่กำหนดโดยนักวิทยาศาสตร์ในยุคเรเนสซองส์[ 7 ] [ 8 ] [ 9 ]
ประวัติศาสตร์


ตัวยึดได้แพร่หลายมากขึ้น โดยเกี่ยวข้องกับแนวคิดต่างๆ เช่นเดือยและหมุด การใช้ลิ่ม ร่องและเดือย ข้อต่อหางนกการตอกตะปู ( โดยมีหรือไม่มีการยึดปลายตะปู) การเชื่อมแบบตีขึ้นรูปและการผูกมัดหลายชนิดด้วยเชือกที่ทำจากหนังหรือเส้นใย โดยใช้ปม หลายชนิด สกรูเป็นหนึ่งในเครื่องจักรอย่างง่ายที่ถูกประดิษฐ์ขึ้นเป็นลำดับสุดท้าย[ 10 ] สกรู ปรากฏครั้งแรกในเมโสโปเตเมียใน ช่วงยุค อัสซีเรียใหม่ (911-609) ก่อนคริสตกาล[ 11 ]และต่อมาปรากฏในอียิปต์โบราณและกรีกโบราณ[ 12 ] [ 13 ]ซึ่งได้รับการอธิบายโดยนักคณิตศาสตร์ชาวกรีกอาร์คีทัส แห่งทาเรนตัม (428–350 ก่อนคริสตกาล) ในศตวรรษที่ 1 ก่อนคริสตกาล สกรูไม้ถูกใช้กันอย่างแพร่หลายทั่ว โลก เมดิเตอร์เรเนียนในเครื่องบีบแบบเกลียวสำหรับบีบน้ำมันมะกอกจากมะกอกและสำหรับบีบน้ำองุ่นในการทำไวน์ เอกสารฉบับแรกที่กล่าวถึงไขควงคือบันทึกในหนังสือ Housebook ของปราสาท Wolfegg ในยุคกลาง ซึ่งเป็นต้นฉบับที่เขียนขึ้นในช่วงระหว่างปี 1475 ถึง 1490 [ 14 ] อย่างไรก็ตาม ไขควงอาจไม่ได้แพร่หลายจนกระทั่งหลังปี 1800 เมื่อตัวยึดแบบเกลียวกลายเป็นสินค้าทั่วไป[ 15 ]
สกรูโลหะที่ใช้เป็นตัวยึดนั้นหายากในยุโรปก่อนศตวรรษที่ 15 หรืออาจจะไม่มีเลยด้วยซ้ำ[ 16 ]สกรูโลหะไม่ได้กลายเป็นตัวยึดที่ใช้กันทั่วไปจนกระทั่ง มีการพัฒนา เครื่องมือกลสำหรับการผลิตจำนวนมากในช่วงปลายศตวรรษที่ 18 การพัฒนานี้เฟื่องฟูในช่วงทศวรรษที่ 1760 และ 1770 [ 17 ]ตามเส้นทางที่แยกจากกันสองเส้นทางซึ่งในไม่ช้าก็มาบรรจบกัน : [ 18 ]
เส้นทางแรกได้รับการบุกเบิกโดยพี่น้อง Job และ William Wyatt จากStaffordshireสหราชอาณาจักร[ 19 ]ซึ่งจดสิทธิบัตรเครื่องจักรในปี 1760 ซึ่งในปัจจุบันอาจเรียกได้ว่าเป็นเครื่องจักรผลิตสกรูแบบแรกเริ่มและล้ำสมัย เครื่องจักรนี้ใช้สกรูนำเพื่อนำทางใบมีดตัดเพื่อให้ได้ระยะห่างที่ต้องการ[ 19 ]และร่องจะถูกตัดด้วยตะไบหมุนในขณะที่แกนหมุนหลักหยุดนิ่ง (ซึ่งเป็นลางบอกเหตุถึงเครื่องมือหมุนบนเครื่องกลึงในอีก 250 ปีต่อมา) จนกระทั่งปี 1776 พี่น้อง Wyatt จึงมีโรงงานผลิตสกรูไม้ที่ดำเนินการอยู่[ 19 ]กิจการของพวกเขาประสบความล้มเหลว แต่เจ้าของใหม่ก็ทำให้กิจการเจริญรุ่งเรืองในไม่ช้า และในช่วงทศวรรษ 1780 พวกเขาสามารถผลิตสกรูได้ 16,000 ตัวต่อวันโดยมีพนักงานเพียง 30 คน[ 20 ]ซึ่งเป็นผลผลิตและปริมาณการผลิตในระดับอุตสาหกรรมที่จะกลายเป็นลักษณะเฉพาะของอุตสาหกรรมสมัยใหม่ในภายหลัง แต่ถือเป็นการปฏิวัติในขณะนั้น
ในขณะเดียวกัน เจสซี แรมส์เดน (1735–1800) ช่างทำเครื่องมือชาวอังกฤษกำลังทำงานเกี่ยวกับปัญหาการตัดเกลียวในด้านการทำเครื่องมือและเครื่องมือ และในปี 1777 เขาได้ประดิษฐ์ เครื่องกลึงตัดเกลียว ที่ใช้งานได้ดีเป็นครั้ง แรก[ 21 ]เฮนรี มอดสเลย์ (1771–1831) วิศวกรชาวอังกฤษได้รับชื่อเสียงจากการทำให้เครื่องกลึงดังกล่าวเป็นที่นิยมด้วยเครื่องกลึงตัดเกลียวของเขาในปี 1797 และ 1800 ซึ่งประกอบด้วยสกรูนำ, แท่นเลื่อน และชุดเฟืองเปลี่ยนเกียร์ ทั้งหมดอยู่ในสัดส่วนที่เหมาะสมสำหรับการกลึงในอุตสาหกรรม ในแง่หนึ่ง เขาได้รวมเส้นทางของไวแอตต์และแรมส์เดนเข้าด้วยกัน และทำกับสกรูเครื่องจักรในสิ่งที่เคยทำกับสกรูไม้แล้ว กล่าวคือ การลดขั้นตอนการผลิตอย่างมีนัยสำคัญซึ่งกระตุ้นให้เกิดการค้าขายบริษัทของเขายังคงเป็นผู้นำด้านเครื่องมือกลเป็นเวลาหลายทศวรรษหลังจากนั้น การอ้างคำพูดผิดของเจมส์ แนสมิธ ทำให้ เกิดความเข้าใจผิดว่ามอดสเลย์เป็นผู้ประดิษฐ์แท่นเลื่อน แต่สิ่งนี้ไม่ถูกต้อง อย่างไรก็ตาม เครื่องกลึงของเขาช่วยทำให้มันเป็นที่นิยมมากขึ้น
การพัฒนาในช่วงปี 1760–1800 โดยมี Wyatt และ Maudslay เป็นผู้ขับเคลื่อนที่สำคัญที่สุด ทำให้การใช้ตัวยึดแบบเกลียวเพิ่มขึ้นอย่างมากการกำหนดมาตรฐานของรูปแบบเกลียวเริ่มต้นขึ้นเกือบจะในทันที แต่ก็ไม่ได้เสร็จสมบูรณ์อย่างรวดเร็ว มันเป็นกระบวนการที่พัฒนาเรื่อยมานับตั้งแต่นั้นเป็นต้นมา การปรับปรุงเพิ่มเติมในการผลิตสกรูจำนวนมากยังคงผลักดันให้ราคาต่อหน่วยลดลงเรื่อยๆ เป็นเวลาหลายทศวรรษตลอดศตวรรษที่ 19 [ 22 ]การผลิตจำนวนมากจึงเริ่มต้นขึ้น ได้แก่ การผลิต สกรู ไม้ (สกรูโลหะสำหรับยึดไม้) ในเครื่องมือกลเฉพาะทางที่มีปริมาณการผลิตสูง และการผลิตสกรูหรือสลักเกลียว (เกลียวตัววี) จำนวนน้อยแบบห้องเครื่องมือซึ่งสามารถเลือกระยะห่างของเกลียวได้ง่าย (ตามที่ช่างเครื่องต้องการในแต่ละวัน)
ในปี ค.ศ. 1821 ฮาร์ดแมน ฟิลิปส์ ได้สร้างโรงงานผลิตสกรูแห่งแรกในสหรัฐอเมริกา บนลำธารโมแชนนอน ใกล้กับฟิลิปส์เบิร์กเพื่อผลิตสกรูโลหะปลายทู่ โทมัส เลเวอร์ ผู้เชี่ยวชาญด้านการผลิตสกรู ถูกนำตัวมาจากอังกฤษเพื่อบริหารโรงงาน โรงงานใช้พลังงานไอน้ำและพลังงานน้ำ โดยใช้ถ่านไม้เนื้อแข็งเป็นเชื้อเพลิง สกรูทำจากลวดที่เตรียมโดย "เครื่องรีดและดึงลวด" จากเหล็กที่ผลิตในโรงตีเหล็กใกล้เคียง โรงงานผลิตสกรูไม่ประสบความสำเร็จในเชิงพาณิชย์ ในที่สุดก็ล้มเหลวเนื่องจากการแข่งขันจากสกรูปลายแหลมราคาถูกกว่า และหยุดดำเนินการในปี ค.ศ. 1836 [ 23 ]
การพัฒนา เครื่องกลึง แบบป้อมปืน (ทศวรรษ 1840) และเครื่องกลึงเกลียว อัตโนมัติ ที่พัฒนาต่อยอดมาจากเครื่องกลึงแบบป้อมปืน (ทศวรรษ 1870) ในสหรัฐอเมริกา ช่วยลดต้นทุนต่อหน่วยของชิ้นส่วนเกลียวลงอย่างมาก โดยการเพิ่มระบบอัตโนมัติในการควบคุมเครื่องมือกลการลดต้นทุนนี้กระตุ้นให้มีการใช้สกรู เพิ่มมากขึ้นเรื่อยๆ
ตลอดศตวรรษที่ 19 รูปแบบหัวสกรู (กล่าวคือประเภทการขับ ) ที่ใช้กันทั่วไปมากที่สุดคือแบบร่องตรงที่ใช้ประแจขันภายใน และแบบสี่เหลี่ยมและหกเหลี่ยมที่ใช้ประแจขันภายนอก ซึ่งง่ายต่อการขึ้นรูปและใช้งานได้ดีในงานส่วนใหญ่ Rybczynski อธิบายถึงสิทธิบัตรจำนวนมากสำหรับประเภทการขับแบบอื่นในช่วงปี 1860 ถึง 1890 [ 24 ]แต่ได้อธิบายว่าสิทธิบัตรเหล่านี้ได้รับการจดแล้วแต่ไม่ได้ผลิตเนื่องจากความยากลำบากและค่าใช้จ่ายในการดำเนินการในขณะนั้น ในปี 1908 PL Robertson ชาวแคนาดา เป็นคนแรกที่ทำให้หัวสกรูแบบซ็อกเก็ตสี่เหลี่ยมที่ใช้ประแจขันภายในเป็นจริงได้ โดยการพัฒนารูปแบบที่เหมาะสม (มุมเรียวเล็กน้อยและสัดส่วนโดยรวม) เพื่อให้สามารถปั๊มหัวสกรูได้ง่ายแต่ประสบความสำเร็จ โดยโลหะจะขึ้นรูปเย็นตามที่ต้องการแทนที่จะถูกตัดหรือเคลื่อนที่ในลักษณะที่ไม่ต้องการ[ 24 ]การผลิตเครื่องมือขันหกเหลี่ยมแบบภายใน ( ซ็อกเก็ตหกเหลี่ยม ) ในทางปฏิบัติเกิดขึ้นไม่นานหลังจากนั้นในปี พ.ศ. 2454 [ 25 ] [ 26 ]
ในช่วงต้นทศวรรษ 1930 เฮนรี เอฟ. ฟิลลิปส์ ชาวอเมริกัน ได้ทำให้ สกรูหัวฟิลลิปส์เป็นที่นิยมโดยมีการขับเคลื่อนภายในเป็นรูปกากบาท[ 27 ]ต่อมาได้มีการพัฒนาสกรูหัวแบบปรับปรุงใหม่ ซึ่งเข้ากันได้กับไขควงที่มีขนาดหัวไม่พอดี เช่นโพซิดริฟและซูพาดริฟ สกรูและไขควงฟิลลิปส์นั้นเข้ากันได้กับสกรูและไขควงชนิดใหม่ในระดับหนึ่ง แต่มีความเสี่ยงที่จะทำให้หัวสกรูที่ขันแน่นเสียหายได้
การกำหนดมาตรฐานของเกลียวได้รับการพัฒนาเพิ่มเติมในช่วงปลายทศวรรษ 1940 เมื่อมีการกำหนดเกลียวสกรูเมตริก ISO และมาตรฐานเกลียวรวม (Unified Thread Standard) ขึ้น
สกรูที่มีความแม่นยำ ซึ่งใช้สำหรับควบคุมการเคลื่อนที่มากกว่าการยึด พัฒนาขึ้นในช่วงต้นศตวรรษที่ 19 และถือเป็นหนึ่งในความก้าวหน้าทางเทคนิคที่สำคัญ ควบคู่ไปกับพื้นผิวเรียบ ซึ่งช่วยให้การปฏิวัติอุตสาหกรรมเกิดขึ้น ได้ [ 28 ]สกรูเหล่านี้เป็นส่วนประกอบสำคัญของไมโครมิเตอร์และเครื่องกลึง
ผลิต


การผลิตสกรูมีสามขั้นตอน ได้แก่การขึ้นรูปหัวการรีดเกลียวและการเคลือบผิวโดยปกติแล้วสกรูจะทำจากลวดซึ่งมาในรูปม้วนขนาดใหญ่ หรือแท่งกลมสำหรับสกรูขนาดใหญ่ ลวดหรือแท่งจะถูกตัดให้ได้ความยาวที่เหมาะสมสำหรับชนิดของสกรูที่ต้องการผลิต ชิ้นงานนี้เรียกว่าชิ้นงานเปล่าจากนั้นจึงนำไปขึ้นรูปหัวเย็นซึ่งเป็น กระบวนการ ขึ้นรูปเย็น การขึ้นรูปหัวจะสร้างหัวสกรู รูปทรงของแม่พิมพ์ในเครื่องจักรจะกำหนดว่าส่วนใดจะถูกกดลงบนหัวสกรู ตัวอย่างเช่น สกรูหัวแบนจะใช้แม่พิมพ์แบบแบน สำหรับรูปทรงที่ซับซ้อนกว่านั้น ต้องใช้กระบวนการขึ้นรูปหัวสองครั้งเพื่อให้ได้ส่วนต่างๆ ทั้งหมดลงบนหัวสกรู วิธีการผลิตนี้ใช้เพราะการขึ้นรูปหัวมีอัตราการผลิตสูงมาก และแทบไม่มีวัสดุเหลือทิ้ง สกรูหัวเซาะร่องต้องมีขั้นตอนเพิ่มเติมในการตัดร่องที่หัว ซึ่งทำบนเครื่องเซาะร่องเครื่องจักรเหล่านี้โดยพื้นฐานแล้วคือเครื่องกัดที่ดัดแปลงมาเพื่อประมวลผลชิ้นงานเปล่าให้ได้มากที่สุดเท่าที่จะเป็นไปได้
จากนั้นชิ้นงานจะถูกขัดเงาอีกครั้งก่อนทำการกลึงเกลียว โดยปกติเกลียวจะผลิตโดยการรีดเกลียวแต่บางกรณีก็ ใช้ วิธีการตัด เกลียว จากนั้นชิ้นงานจะถูกขัดเงาด้วยวัสดุขัดเงาที่เป็นไม้และหนังเพื่อทำความสะอาดและขัดเงาขั้นสุดท้าย สำหรับสกรูส่วนใหญ่ จะมีการเคลือบผิว เช่นการชุบสังกะสีด้วยไฟฟ้า ( galvanizing ) หรือการเคลือบออกไซด์สีดำเพื่อป้องกันการกัดกร่อน
ประเภทของสกรู
แชงค์
ตัวยึดแบบเกลียวมีทั้งแบบก้านเรียวและก้านไม่เรียว ตัวยึดแบบก้านเรียวได้รับการออกแบบมาเพื่อขันเข้าไปในวัสดุโดยตรงหรือในรูนำร่องในวัสดุ และส่วนใหญ่จัดอยู่ในประเภทสกรู เกลียวจะเกิดขึ้นในวัสดุเมื่อตัวยึดเหล่านี้ถูกขันเข้าไป ตัวยึดแบบก้านไม่เรียวโดยทั่วไปได้รับการออกแบบมาเพื่อใช้ร่วมกับน็อตหรือขันเข้าไปในรูที่มีเกลียว และส่วนใหญ่จัดอยู่ในประเภทสลักเกลียวแม้ว่าบางชนิดจะสร้างเกลียวได้เอง (เช่นแทปไทต์ ) และบางหน่วยงานอาจจัดบางชนิดเป็นสกรูเมื่อใช้ร่วมกับตัวยึดแบบเกลียวตัวเมียอื่นที่ไม่ใช่น็อต
สกรูแผ่นโลหะไม่มีร่องสำหรับกำจัดเศษโลหะเหมือนสกรูเกลียวปล่อย อย่างไรก็ตาม ผู้ค้าส่งบางรายไม่ได้แยกความแตกต่างระหว่างสกรูทั้งสองชนิด[ 29 ]
สกรูไม้
สกรูไม้เป็นสกรูโลหะที่ใช้ยึดไม้ มีปลายแหลมและเกลียวเรียวที่ออกแบบมาเพื่อตัดเกลียวของตัวเองเข้าไปในเนื้อไม้ สกรูบางตัวถูกขันเข้าไปในไม้ที่สมบูรณ์ สกรูขนาดใหญ่กว่ามักจะถูกขันเข้าไปในรูที่แคบกว่าเกลียวของสกรู และตัดเกลียวในเนื้อไม้ สกรูไม้ในยุคแรกทำด้วยมือ โดยใช้ตะไบ สิ่ว และเครื่องมือตัดอื่นๆ ซึ่งสามารถสังเกตได้ง่ายโดยดูจากระยะห่างและรูปร่างของเกลียวที่ไม่สม่ำเสมอ รวมถึงรอยตะไบที่เหลืออยู่บนหัวสกรูและในบริเวณระหว่างเกลียว สกรูเหล่านี้จำนวนมากมีปลายทู่ ขาดปลายแหลมเรียวอย่างสิ้นเชิงเหมือนสกรูไม้สมัยใหม่เกือบทั้งหมด[ 30 ]สกรูไม้บางชนิดทำขึ้นโดยใช้แม่พิมพ์ตัดตั้งแต่ปลายศตวรรษที่ 1700 (อาจจะก่อนปี 1678 ซึ่งเป็นปีที่เนื้อหาหนังสือได้รับการตีพิมพ์ครั้งแรกเป็นส่วนๆ) [ 31 ]ในที่สุด เครื่องกลึงก็ถูกนำมาใช้ในการผลิตสกรูไม้ โดยมีการจดสิทธิบัตรครั้งแรกในปี 1760 ในประเทศอังกฤษ[ 30 ]ในช่วงทศวรรษ 1850 ได้มีการพัฒนาเครื่องมือ ขึ้นรูปเกลียวเพื่อให้ได้เกลียวที่สม่ำเสมอและคงที่มากขึ้น สกรูที่ทำด้วยเครื่องมือเหล่านี้จะมีร่องโค้งมนและเกลียวที่คมและหยาบ[ 32 ] [ 33 ]
เมื่อเครื่องกลึงเกลียวเริ่มเป็นที่นิยมใช้กัน สกรูไม้ส่วนใหญ่ที่วางขายในท้องตลาดจึงผลิตด้วยวิธีนี้ สกรูไม้ที่ตัดด้วยเครื่องกลึงเหล่านี้มักจะมีลักษณะเรียว และแม้ว่าส่วนที่เรียวจะไม่ชัดเจนนัก แต่ก็สามารถสังเกตได้เพราะเกลียวจะไม่ยื่นออกมาเกินเส้นผ่านศูนย์กลางของตัวสกรู สกรูประเภทนี้ควรติดตั้งหลังจากเจาะรูนำร่องด้วยดอกสว่านแบบเรียวก่อน สกรูไม้สมัยใหม่ส่วนใหญ่ ยกเว้นสกรูที่ทำจากทองเหลือง จะผลิตด้วยเครื่องรีดเกลียว สกรูเหล่านี้มีเส้นผ่านศูนย์กลางคงที่และเกลียวที่มีเส้นผ่านศูนย์กลางใหญ่กว่าตัวสกรู และแข็งแรงกว่าเพราะกระบวนการรีดไม่ตัดเนื้อโลหะ
สกรูเกลียวปล่อย
สกรูเกลียวปล่อยได้รับการออกแบบให้ตัดเกลียวของตัวเอง โดยปกติจะทำในโลหะหรือพลาสติกที่ค่อนข้างอ่อน ในลักษณะเดียวกับสกรูไม้ (สกรูไม้จริงๆ แล้วเป็นสกรูเกลียวปล่อย แต่ไม่ได้เรียกเช่นนั้น) สกรูเกลียวปล่อยและสกรูแผ่นโลหะ (สกรูเกลียวปล่อย) อาจใช้เกลียวเดียวกัน ตัวอย่างเช่น ตามมาตรฐาน ISO 1478:1999 การกำหนด (ST) [ 34 ]
สกรูเครื่องจักร

มาตรฐาน ASMEระบุสกรูเครื่องจักรหลากหลายชนิด[ 35 ]ที่มีเส้นผ่านศูนย์กลางตั้งแต่ 0.75 นิ้ว (19.05 มม.)
สกรูเครื่องจักรเป็นตัวยึดขนาดเล็กที่มีเส้นผ่านศูนย์กลางน้อยกว่า1/4 นิ้ว( 6.35 มม.) คล้ายกับสลักเกลียว แต่โดยทั่วไปจะมีหัวแบบเว้า (แบบร่อง แบบฟิลลิปส์ ฯลฯ) เพื่อให้สามารถหมุนได้ด้วยไขควง สกรูเครื่องจักรมีเกลียวตลอดความยาวของแกน และมีจุดประสงค์เพื่อขันเข้ากับเกลียวที่มีอยู่แล้วในน็อตหรือรูเกลียว (รูต๊าป ) สกรูเครื่องจักรยังผลิตด้วยหัวแบบซ็อกเก็ต (ดูด้านบน) ซึ่งมักเรียกว่าสกรูเครื่องจักรหัวซ็อกเก็ต
สกรูหัวหกเหลี่ยม
มาตรฐาน ASME B18.2.1-1996 ระบุสกรูหัวหกเหลี่ยมที่มีขนาดเส้นผ่านศูนย์กลาง ตั้งแต่ 0.25–3 นิ้ว (6.35–76.20 มม.) ในปี 1991 เพื่อตอบสนองต่อการหลั่งไหลของตัวยึดปลอม รัฐสภาได้ผ่านกฎหมาย PL 101-592 [ 36 ]หรือ "กฎหมายคุณภาพตัวยึด" ส่งผลให้คณะกรรมการ ASME B18 ได้เขียน B18.2.1 ใหม่[ 37 ]โดยเปลี่ยน ชื่อ สลักเกลียวหกเหลี่ยมสำเร็จรูปเป็นสกรูหัวหกเหลี่ยม ซึ่งเป็นคำที่ใช้กันทั่วไปมานานแล้ว แต่ขณะนี้กำลังถูกกำหนดให้เป็นชื่ออย่างเป็นทางการสำหรับมาตรฐาน ASME B18 ด้วย
สลักเกลียวและหัวสลักเกลียวเป็นคำอื่นที่ใช้เรียกตัวยึดที่ออกแบบมาเพื่อขันเข้ากับรูเกลียวที่เป็นส่วนหนึ่งของชุดประกอบ ดังนั้นตาม การจำแนกประเภท ของ Machinery's Handbookพวกมันจึงจัดเป็นสกรู ในกรณีนี้ คำศัพท์ทั่วไปจะแตกต่างจากการจำแนกประเภทของ Machinery's Handbook [ 38 ] [ 39 ]
สกรูเกลียวปล่อย

สกรูยึด (สหรัฐอเมริกา) หรือสกรูโค้ช (สหราชอาณาจักร ออสเตรเลีย และนิวซีแลนด์) หรือที่เรียกว่าสลักเกลียวยึด (สหรัฐอเมริกาและสหราชอาณาจักร) หรือสกรูไม้ฝรั่งเศส (สแกนดิเนเวีย) เป็นสกรูไม้ขนาดใหญ่ สกรูยึดใช้สำหรับยึดโครง ไม้เข้าด้วยกัน ยึดขาเครื่องจักรเข้ากับพื้นไม้ และงานไม้หนักอื่นๆ คำขยายคุณลักษณะ " lag"มาจากการใช้งานหลักในยุคแรกของตัวยึดดังกล่าว นั่นคือการยึดชิ้นส่วนขนาดใหญ่เช่น ไม้สำหรับทำ ถัง และชิ้นส่วนอื่นๆ ที่คล้ายกัน ตัวยึดเหล่านี้เป็น "สกรู" ตาม เกณฑ์ของ Machinery's Handbookและคำว่า "lag bolt" ที่ล้าสมัยได้ถูกแทนที่ด้วย "lag screw" ในHandbook [ 40 ] อย่างไรก็ตาม ตามธรรมเนียมปฏิบัติ ช่างฝีมือหลายคนยังคงเรียกพวกมันว่า "bolts" เพราะเช่นเดียวกับสลักเกลียวหัวกลม พวกมันมีขนาดใหญ่ มีหัวหกเหลี่ยมหรือหัวสี่เหลี่ยมที่ต้องใช้ ประแจซ็อกเก็ต หรือดอกสว่านเฉพาะในการหมุน
โดยทั่วไปหัวสกรูจะเป็นหกเหลี่ยมแบบภายนอก สกรูหัวหกเหลี่ยมแบบเมตริกอยู่ภายใต้มาตรฐาน DIN 571 ส่วนสกรูหัวสี่เหลี่ยมและหัวหกเหลี่ยมแบบนิ้วอยู่ภายใต้มาตรฐาน ASME B18.2.1 สกรูทั่วไปมีเส้นผ่านศูนย์กลางตั้งแต่ 4 ถึง 20 มม. หรือ #10 ถึง 1.25 นิ้ว (4.83 ถึง 31.75 มม.) และความยาวตั้งแต่ 16 ถึง 200 มม. หรือ1/4ถึง6นิ้ว (6.35 ถึง 152.40 มม.) หรือยาวกว่านั้น โดยมีเกลียวหยาบแบบเดียวกับสกรูไม้หรือสกรูแผ่นโลหะ (แต่ใหญ่กว่า) วัสดุที่ใช้มักเป็นเหล็กกล้าคาร์บอนเคลือบด้วยสังกะสี(เพื่อป้องกันการกัดกร่อน) การเคลือบสังกะสีอาจเป็นสีเหลืองสดใส (ชุบด้วยไฟฟ้า) หรือสีเทาด้าน ( ชุบสังกะสีแบบจุ่มร้อน )
สกรูยึดกระดูก

สกรูยึดกระดูกมีการใช้งานทางการแพทย์เพื่อยึดกระดูกที่หักในมนุษย์และสัตว์ที่ยังมีชีวิตอยู่ เช่นเดียวกับในด้านอวกาศและพลังงานนิวเคลียร์ การใช้งานทางการแพทย์เกี่ยวข้องกับเทคโนโลยีขั้นสูงที่สุดสำหรับอุปกรณ์ยึดติด จึงต้องการประสิทธิภาพ ความทนทาน และคุณภาพที่ยอดเยี่ยม ซึ่งสะท้อนให้เห็นในราคา สกรูยึดกระดูกมักทำจากเหล็กกล้าไร้สนิมหรือไทเทเนียมซึ่งไม่ค่อยทำปฏิกิริยา และมักมีคุณสมบัติขั้นสูง เช่น เกลียวทรงกรวย เกลียวหลายรอบ การเจาะแกนกลวง และชนิดของหัวสกรูที่เป็นกรรมสิทธิ์ ซึ่ง บางชนิดไม่พบเห็นในแอป พลิเคชันอื่นนอกเหนือจากนี้
ศีรษะ


สกรูมีรูปทรงหัวหลากหลายแบบ สกรูบางชนิดผลิตขึ้นโดยมีหัวแบบหักได้ ซึ่งจะหักออกเมื่อออกแรงบิดที่เหมาะสม เพื่อป้องกันการถอดออกหลังจากติดตั้งแล้ว ซึ่งมักใช้เพื่อป้องกันการดัดแปลงแก้ไข
- หัวแพน (ย่อมาจาก "pan")
- แผ่นดิสก์ทรงเตี้ยที่มีขอบด้านนอกโค้งมนและสูง มีพื้นที่ผิวขนาดใหญ่
- ปุ่มหรือหัวโดม (BH)
- ทรงกระบอกที่มีส่วนบนโค้งมน
- หัวกลม
- หัวทรงโดมใช้สำหรับตกแต่ง[ 41 ]
- หัวคาน
- โดมทรงเตี้ยออกแบบมาเพื่อป้องกันการดัดแปลงแก้ไข
- หัวแบน
- สกรูหัวแบนที่ต้องเจาะรูให้หัวสกรูเสมอกับพื้นผิวที่จะขันเข้าไปมุมของสกรูวัดจาก ขนาดของรูที่ เจาะ เป็น กรวย
- รูปไข่หรือเงยหน้าขึ้น
- หัวสกรูตกแต่งที่มีฐานเว้าและส่วนบนโค้งมน[ 41 ]เรียกอีกอย่างว่า "หัวเว้าแบบยกสูง" หรือ "หัวเครื่องมือ" ในสหราชอาณาจักร
- หัวแตร
- คล้ายกับแบบหัวจม แต่มีการเปลี่ยนจากส่วนก้านไปยังส่วนหัวอย่างราบรื่น คล้ายกับส่วนปลายของแตรสัญญาณ
- หัวชีส
- ทรงกระบอก
- หัวฟิลลิสเตอร์
- ทรงกระบอก แต่พื้นผิวด้านบนโค้งเล็กน้อย
- หัวหน้าแปลน
- หัวสกรูแบบมีขอบสามารถใช้พื้นฐานจากหัวสกรูแบบไม่มีร่องได้ทุกแบบ โดยเพิ่มขอบที่ฐานของหัวสกรูเข้าไป ทำให้ไม่จำเป็นต้องใช้แหวนรองแบนอีกต่อไป
- หัวหกเหลี่ยม
- มีรูปทรงหกเหลี่ยม คล้ายกับหัวน็อตหกเหลี่ยม บางครั้งอาจมีขอบยื่นออกมาด้วย
|


- การเจาะรูฝังหัวสกรู
- หัวสกรูส่วนใหญ่สามารถเจาะรูสำหรับฝังหัวสกรูได้ที่ด้านล่าง ซึ่งสำคัญมากสำหรับหัวแบน ที่สามารถขันให้เรียบเสมอกับพื้นผิวที่ขันได้
- รูปทรงศีรษะแบบผสม (ผสมผสาน)
- แพนและทรัส เป็นต้น
ขนาด
เมตริก
มาตรฐานสากลสำหรับตัวยึดเกลียวภายนอกแบบเมตริก ได้แก่ ISO 898-1 สำหรับประเภทคุณสมบัติที่ผลิตจากเหล็กกล้าคาร์บอน และ ISO 3506-1 สำหรับประเภทคุณสมบัติที่ผลิตจากเหล็กกล้าทนการกัดกร่อน
| เครื่องหมายหัวและคุณสมบัติสำหรับสกรูหัวหกเหลี่ยมเมตริก[ 42 ] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| การทำเครื่องหมายหัว | เกรด วัสดุ และสภาพ | ช่วงขนาดระบุ (มม.) | ความแข็งแรงที่พิสูจน์ได้ | ความแข็งแรงครากขั้นต่ำ | ความแข็งแรงดึงขั้นต่ำ | ความแข็งของแกนกลาง ( ร็อคเวลล์ ) | |||
| เมกะปาสคาล | เคเอสไอ | เมกะปาสคาล | เคเอสไอ | เมกะปาสคาล | เคเอสไอ | ||||
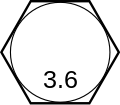 | คลาส 3.6 [ 43 ] | 1.6–36 | 180 | 26 | 190 | 28 | 330 | 48 | บี52–95 |
 | เหล็กกล้าคาร์บอนต่ำหรือปานกลาง ประเภท 4.6 | 5–100 | 225 | 32.6 | 240 | 35 | 400 | 58 | บี67–95 |
 | เหล็กกล้าคาร์บอนต่ำหรือปานกลาง ประเภท 4.8 ; อบอ่อนทั้งหมดหรือบางส่วน | 1.6–16 | 310 | 45 | 340 | 49 | 420 | 61 | บี71–95 |
 | เหล็กกล้าคาร์บอนต่ำหรือปานกลาง ประเภท 5.8 ; ขึ้นรูปเย็น | 5–24 | 380 | 55 | 420 | 61 | 520 | 75 | บี82–95 |
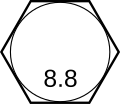 | คลาส 8.8 [ 44 ]เหล็กกล้าคาร์บอนปานกลาง; ชุบแข็งและอบคืนตัว | สูงสุด 16 | 580 | 84 | 640 | 93 | 800 | 120 | |
| 17–72 | 600 | 87 | 660 | 96 | 830 | 120 | ซี23–34 | ||
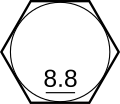 | เหล็กกล้า คาร์บอนต่ำคลาส 8.8เหล็กกล้าโบรอนคาร์บอนต่ำ; ชุบแข็งและอบคืนตัว | ||||||||
 | คลาส 8.8.3 [ 45 ]เหล็กกล้าทนการกัดกร่อนในบรรยากาศ; ชุบแข็งและอบคืนตัว | ||||||||
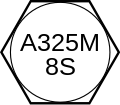 | ASTM A325M - ประเภท 1 [ 46 ] [ 47 ]เหล็กกล้าคาร์บอนปานกลาง; ชุบแข็งและอบคืนตัว | 12–36 | |||||||
 | ASTM A325M - ประเภท 3 [ 46 ] [ 47 ]เหล็กกล้าทนการกัดกร่อนในบรรยากาศ; ชุบแข็งและอบคืนตัว | ||||||||
 | เหล็กกล้าคาร์บอนปานกลาง คลาส 9.8 ; ชุบแข็งและอบคืนตัว | 1.6–16 | 650 | 94 | 720 | 104 | 900 | 130 | ซี27–36 |
 | เหล็กกล้า คาร์บอนต่ำคลาส 9.8เหล็กกล้าโบรอนคาร์บอนต่ำ; ชุบแข็งและอบคืนตัว | ||||||||
 | เหล็กกล้าผสม เกรด 10.9 ; ชุบแข็งและอบคืนตัว | 5–100 | 830 | 120 | 940 | 136 | 1,040 | 151 | ซี33–39 |
 | เหล็กกล้า คาร์บอนต่ำคลาส 10.9เหล็กกล้าโบรอนคาร์บอนต่ำ; ชุบแข็งและอบคืนตัว | ||||||||
 | คลาส 10.9.3 [ 45 ]เหล็กกล้าทนการกัดกร่อนในบรรยากาศ; ชุบแข็งและอบคืนตัว | ||||||||
 | ASTM A490M - ประเภท 1 [ 46 ] [ 48 ]เหล็กกล้าอัลลอย; ชุบแข็งและอบคืนตัว | 12–36 | |||||||
 | ASTM A490M - ประเภท 3 [ 46 ] [ 48 ]เหล็กกล้าทนการกัดกร่อนในบรรยากาศ; ชุบแข็งและอบคืนตัว | ||||||||
 | เหล็กกล้าผสม เกรด 12.9 ; ชุบแข็งและอบคืนตัว | 1.6–100 | 970 | 141 | 1,100 | 160 | 1,220 | 177 | ซี38–44 |
 | A2 [ 44 ]เหล็กกล้าไร้สนิมที่มีโครเมียม 17–19% และนิกเกล 8–13% | มากถึง 20 | 210 ขั้นต่ำ450 โดยทั่วไป | 30 ขั้นต่ำ65 โดยทั่วไป | ขั้นต่ำ 500 โดยทั่วไป 700 | 73 ขั้นต่ำ100 โดยทั่วไป | |||
| เหล็กกล้าไร้สนิมISO 3506-1 A2-50 304 - คลาส 50 (อบอ่อน) | 210 | 30 | 500 | 73 | |||||
| ISO 3506-1 A2-70เหล็กกล้าไร้สนิม 304 คลาส 70 (ขึ้นรูปเย็น) | 450 | 65 | 700 | 100 | |||||
| ISO 3506-1 A2-80เหล็กกล้าไร้สนิม 304 คลาส 80 | 600 | 87 | 800 | 120 | |||||
นิ้ว
มีมาตรฐานมากมายที่ควบคุมคุณสมบัติทางวัสดุและทางกลของตัวยึดเกลียวภายนอกขนาดอิมพีเรียล มาตรฐานที่เป็นที่ยอมรับโดยทั่วไปสำหรับเหล็กกล้าคาร์บอน ได้แก่ ASTM A193, ASTM A307, ASTM A354, ASTM F3125 และ SAE J429 ส่วนมาตรฐานที่เป็นที่ยอมรับโดยทั่วไปสำหรับเหล็กกล้าทนการกัดกร่อน ได้แก่ ASTM F593 และ ASTM A193
| เครื่องหมายหัวและคุณสมบัติสำหรับสกรูหัวหกเหลี่ยมระบบนิ้ว[ 44 ] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| การทำเครื่องหมายหัว | เกรด วัสดุ และสภาพ | ช่วงขนาดที่ระบุ (นิ้ว) | ความแข็งแรงที่พิสูจน์ได้ | ความแข็งแรงครากขั้นต่ำ | ความแข็งแรงดึงขั้นต่ำ | ความแข็งของแกนกลาง ( ร็อคเวลล์ ) | |||
| เคเอสไอ | เมกะปาสคาล | เคเอสไอ | เมกะปาสคาล | เคเอสไอ | เมกะปาสคาล | ||||
 | เกรด SAE 0 [ 49 ] | ไม่ได้ระบุความแข็งแรงและความแข็ง | |||||||
| เหล็กกล้าคาร์บอนต่ำ SAE เกรด 1 ASTM A307 [ 50 ] | 1 ⁄ 4 – 1+1/2 | 33 | 230 | 60 | 410 | บี70–100 | |||
| ASTM A307 - เกรด B [ 50 ]เหล็กกล้าคาร์บอนต่ำหรือปานกลาง | 1 ⁄ 4 –4 | 60 ขั้นต่ำ100 ขั้นสูงสุด | ขั้นต่ำ 410 ขั้นสูงสุด 690 | บี69–95 | |||||
| เหล็กกล้าคาร์บอนต่ำหรือปานกลาง เกรด SAE 2 | 1/4 – 3/4 | 55 | 380 | 57 | 390 | 74 | 510 | B80–100 [ 51 ] | |
| มากกว่า3/4 | 33 | 230 | 36 | 250 | 60 | 410 | B70–100 [ 51 ] | ||
| เหล็กกล้าคาร์บอนปานกลางเกรด SAE 4 [ 52 ] ขึ้นรูปเย็น | 1 ⁄ 4 – 1+1/2 | 100 | 690 | 115 | 790 | ||||
 | เหล็กกล้าคาร์บอนปานกลางเกรดSAE 3 [ 50 ] ขึ้นรูปเย็น | 1 ⁄ 4 –1 | 85 | 590 | 100 | 690 | บี70–100 | ||
 | เหล็กกล้าคาร์บอนปานกลาง เกรด SAE 5 ; ชุบแข็งและอบคืนตัว | 1 ⁄ 4 –1 (รวม) | 85 | 590 | 92 | 630 | 120 | 830 | C25–34 [ 51 ] |
| 1– 1+1/2 | 74 | 510 | 81 | 560 | 105 | 720 | C19–30 [ 51 ] | ||
| ASTM A449 - ประเภท 1 [ 50 ]เหล็กกล้าคาร์บอนปานกลาง; ชุบแข็งและอบคืนตัว | 1– 1+1 ⁄ 2 (รวม) | 74 | 510 | 105 | 720 | C19–30 | |||
| 1+1/2 –3 | 55 | 380 | 90 | 620 | บริเนลล์ 183–235 | ||||
 | เหล็กกล้าคาร์บอนต่ำหรือปานกลาง เกรด SAE 5.1 [ 53 ]ชุบแข็งและอบคืนตัว | หมายเลข 6– 1 ⁄ 2 | 85 | 590 | 120 | 830 | ซี25–40 | ||
 | เหล็กกล้ามาร์เทนไซต์คาร์บอนต่ำ เกรด SAE 5.2 [ 53 ]ชุบแข็งและอบคืนตัว | 1 ⁄ 4 –1 | 85 | 590 | 120 | 830 | ซี26–36 | ||
| ASTM A449 - ประเภท 2 [ 53 ]เหล็กกล้ามาร์เทนไซต์คาร์บอนต่ำ; ชุบแข็งและอบคืนตัว | ซี25–34 | ||||||||
 หรือ หรือ | ASTM A325 - ประเภท 1 [ 50 ]เหล็กกล้าคาร์บอนปานกลาง; ชุบแข็งและอบคืนตัว | 1 ⁄ 2 –1 (รวม) | 85 | 590 | 92 | 630 [ 52 ] | 120 | 830 | ซี24–35 |
| 1– 1+1/2 | 74 | 510 | 82 | 570 [ 52 ] | 105 | 720 | C19–31 | ||
 [ 54 ] [ 54 ] | ASTM A325 - ประเภท 3 [ 50 ]เหล็กกล้าทนการกัดกร่อนในบรรยากาศ; ชุบแข็งและอบคืนตัว | 1 ⁄ 2 –1 | 85 | 590 | 92 | 630 [ 52 ] | 120 | 830 | ซี24–35 |
| 1– 1+1/2 | 74 | 510 | 82 | 570 [ 52 ] | 105 | 720 | C19–31 | ||
 | ASTM A354 - เกรด BC [ 50 ]เหล็กกล้าผสมคาร์บอนปานกลาง; ชุบแข็งและอบคืนตัว | 1/4 – 2+1 ⁄ 2 (รวม) | 105 | 720 | 109 | 750 [ 52 ] | 125 | 860 | ซี26–36 |
| 2+1 ⁄ 2 –4 | 95 | 660 | 99 | 680 [ 52 ] | 115 | 790 | ซี22–33 | ||
 | เหล็กกล้าผสมคาร์บอนปานกลางเกรด SAE 7 ; ชุบแข็งและอบคืนตัว | 1 ⁄ 4 – 1+1/2 | 105 | 720 | 115 | 790 | 133 | 920 | |
 | เหล็กกล้าผสมคาร์บอนปานกลางเกรด SAE 8 ; ชุบแข็งและอบคืนตัว | 1 ⁄ 4 – 1+1/2 | 120 | 830 | 130 | 900 | 150 | 1,000 | C32–38 [ 51 ] |
 | ASTM A354 - เกรด BD [ 55 ] | 1/4 – 2+1 ⁄ 2 (รวม) | 120 | 830 | 130 | 900 [ 55 ] | 150 | 1,000 | ซี33–39 |
 | 2+1 ⁄ 2 –4 | 105 | 720 | 115 | 790 [ 55 ] | 140 | 970 | ซี31–39 | |
 | เหล็กกล้ามาร์เทนไซต์โบรอนคาร์บอนปานกลางเกรดSAE 8.2 [ 51 ] ผ่านการเผาอย่างสมบูรณ์ มีเกรนละเอียด ชุบแข็งและอบคืนตัว | 1 ⁄ 4 –1 | 120 | 830 | 150 | 1,000 | ซี33–39 | ||
 | ASTM A490 - ประเภท 1 [ 50 ]เหล็กกล้าผสมคาร์บอนปานกลาง; ชุบแข็งและอบคืนตัว | 1 ⁄ 2 – 1+1/2 | 120 | 830 | 130 [ 52 ] | 900 | ขั้นต่ำ 150 ขั้นสูงสุด 170 | ขั้นต่ำ 1,000 ขั้นสูงสุด1,200 | ซี33–38 |
 [ 54 ] [ 54 ] | ASTM A490 - ประเภท 3 [ 50 ]เหล็กกล้าทนการกัดกร่อนในบรรยากาศ; ชุบแข็งและอบคืนตัว | ||||||||
| เหล็กกล้าไร้สนิม 18/8 ที่มี โครเมียม 17–19% และนิกเกล 8–13% | 1/4 – 5/8 ( รวม) | อย่างน้อย 40 โดยทั่วไป 80-90 | 280 ขั้นต่ำ550–620 โดยทั่วไป | โดยทั่วไป 100–125 | 690–860 โดยทั่วไป | ||||
| 5 ⁄ 8 –1 (รวม) | 40 ขั้นต่ำ45–70 โดยทั่วไป | 280 ขั้นต่ำ310–480 โดยทั่วไป | 100 ทั่วไป | 690 ทั่วไป | |||||
| มากกว่า 1 | โดยทั่วไป 80-90 | 550–620 โดยทั่วไป | |||||||
เครื่องมือ
| ส่วนหนึ่งของชุดบทความเกี่ยวกับ |
| ประเภทการขับเคลื่อนด้วยสกรู |
|---|
| สล็อต |
| รูปทรงกากบาท |
| รูปหลายเหลี่ยมภายนอก |
| รูปหลายเหลี่ยมภายใน |
| เฮกซาโลบูลาร์ |
| สามแฉก |
| พิเศษ |
เครื่องมือที่ใช้ขันสกรูส่วนใหญ่เรียกว่าไขควง ส่วนเครื่องมือไฟฟ้าที่ทำหน้าที่เดียวกันเรียกว่าไขควงไฟฟ้า นอกจากนี้ยังสามารถใช้ สว่านไฟฟ้าที่มีหัวต่อสำหรับขันสกรูได้ด้วย ในกรณีที่แรงยึดของข้อต่อสกรูมีความสำคัญ จะใช้ ไขควงวัดแรงบิดและไขควงจำกัดแรงบิดเพื่อให้แน่ใจว่าแรงที่กระทำต่อสกรูนั้นเพียงพอแต่ไม่มากเกินไป เครื่องมือที่ใช้ขันน็อตหัวหกเหลี่ยมเรียกว่าประแจ (ใช้ในสหราชอาณาจักร) หรือประแจขันน็อต (ใช้ในสหรัฐอเมริกา) ส่วนเครื่องมือตั้งน็อตจะใช้ร่วมกับไขควงไฟฟ้า
สกรูสมัยใหม่ใช้ การออกแบบหัวสกรูที่หลากหลายซึ่งแต่ละแบบต้องการเครื่องมือที่แตกต่างกันในการขันหรือถอดออก หัวสกรูที่พบได้บ่อยที่สุดในสหรัฐอเมริกาคือหัวแบนและหัวฟิลลิปส์ ส่วนหัวหกเหลี่ยม หัวโรเบิร์ตสัน และหัวทอร์กซ์ก็พบได้ทั่วไปในบางการใช้งาน หัวสกรูบางประเภทมีไว้สำหรับการประกอบอัตโนมัติในการผลิตจำนวนมาก เช่น รถยนต์ หัวสกรูประเภทที่แปลกใหม่กว่าอาจใช้ในสถานการณ์ที่ไม่ต้องการให้มีการดัดแปลงแก้ไข เช่น ในเครื่องใช้ไฟฟ้าที่ไม่ควรได้รับการซ่อมแซมโดยผู้ใช้
เกลียวสกรู
มีระบบมากมายสำหรับการกำหนดขนาดของสกรู แต่ในหลายประเทศทั่วโลก ระบบ เกลียวสกรูเมตริก ISOได้เข้ามาแทนที่ระบบเก่าๆ หลายระบบแล้ว ระบบอื่นๆ ที่ค่อนข้างใช้กันทั่วไป ได้แก่มาตรฐาน Whitworth ของอังกฤษระบบBA (British Association)และมาตรฐานเกลียวรวม (Unified Thread Standard )
เกลียวสกรูเมตริก ISO
หลักการพื้นฐานของเกลียวเมตริก ISO ได้รับการกำหนดไว้ในมาตรฐานสากลISO 68-1และชุดค่าผสมของเส้นผ่านศูนย์กลางและระยะห่างของเกลียวที่นิยมใช้จะระบุไว้ใน ISO 261 ส่วนชุดย่อยของเส้นผ่านศูนย์กลางและระยะห่างของเกลียวที่ใช้กันทั่วไปในสกรู น็อต และสลักเกลียว จะระบุไว้ในISO 262ค่าระยะห่างของเกลียวที่ใช้กันทั่วไปสำหรับแต่ละเส้นผ่านศูนย์กลางคือระยะห่างแบบหยาบ สำหรับบางเส้นผ่านศูนย์กลาง อาจมีการระบุระยะ ห่างแบบละเอียดเพิ่มเติมอีกหนึ่งหรือสองค่า สำหรับการใช้งานพิเศษ เช่น เกลียวในท่อผนังบาง เกลียวเมตริก ISO จะกำหนดโดยตัวอักษรMตามด้วยเส้นผ่านศูนย์กลางหลักของเกลียวในหน่วยมิลลิเมตร (เช่นM8 ) หากเกลียวไม่ได้ใช้ระยะห่างแบบหยาบ ปกติ (เช่น 1.25 มม. ในกรณีของ M8) ระยะห่างของเกลียวในหน่วยมิลลิเมตรจะถูกต่อท้ายด้วยเครื่องหมายคูณ (เช่น "M8×1" หากเกลียวมีเส้นผ่านศูนย์กลางภายนอก 8 มม. และเพิ่มขึ้น 1 มม. ต่อการหมุน 360°)
เส้นผ่านศูนย์กลางระบุของสกรูเมตริกคือเส้นผ่านศูนย์กลางภายนอกของเกลียว รูเกลียว (หรือน็อต) ที่สกรูจะพอดีนั้น มีเส้นผ่านศูนย์กลางภายในเท่ากับขนาดของสกรูลบด้วยระยะห่างของเกลียว ดังนั้น สกรู M6 ซึ่งมีระยะห่างของเกลียว 1 มม. ทำขึ้นโดยการทำเกลียวในแกนขนาด 6 มม. และน็อตหรือรูเกลียวทำขึ้นโดยการตอกเกลียวลงในรูที่มีเส้นผ่านศูนย์กลาง 5 มม. (6 มม. − 1 มม.)
สลักเกลียว สกรู และน็อตหกเหลี่ยม แบบเมตริก นั้นถูกกำหนดไว้ใน มาตรฐานสากลเช่นISO 4014, ISO 4017 และ ISO 4032 ตารางต่อไปนี้แสดงความสัมพันธ์ระหว่างขนาดเกลียวและความกว้างสูงสุดของหน้าตัดหกเหลี่ยม (ขนาดประแจ) ที่ระบุไว้ในมาตรฐานเหล่านี้:
| เกลียวเมตริก ISO | ม1.6 | เอ็ม2 | ม.2.5 | เอ็ม3 | เอ็ม4 | เอ็ม5 | เอ็ม6 | เอ็ม8 | เอ็ม10 | เอ็ม12 | เอ็ม16 | เอ็ม20 | เอ็ม24 | เอ็ม30 | เอ็ม36 | เอ็ม42 | เอ็ม48 | เอ็ม56 | เอ็ม64 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ขนาดประแจ (มม.) | 3.2 | 4 | 5 | 5.5 | 7 | 8 | 10 | 13 | 16 หรือ 17 | 19 | 24 | 30 | 36 | 46 | 55 | 65 | 75 | 85 | 95 |
นอกจากนี้ ยังมีการระบุขนาดกลางที่ไม่แนะนำเพิ่มเติมดังต่อไปนี้:
| เกลียวเมตริก ISO | ม3.5 | เอ็ม14 | เอ็ม18 | เอ็ม22 | เอ็ม27 | เอ็ม33 | เอ็ม39 | เอ็ม45 | เอ็ม52 | เอ็ม60 |
|---|---|---|---|---|---|---|---|---|---|---|
| ขนาดประแจ (มม.) | 6 | 21 | 27 | 34 | 41 | 50 | 60 | 70 | 80 | 90 |
โปรดทราบว่านี่เป็นเพียงตัวอย่างเท่านั้น และความกว้างด้านแบนจะแตกต่างกันสำหรับสลักเกลียวโครงสร้าง สลักเกลียวแบบมีปีก และยังแตกต่างกันไปตามองค์กรมาตรฐานต่างๆ ด้วย
วิทเวิร์ธ
บุคคลแรกที่สร้างมาตรฐาน (ประมาณปี 1841) คือวิศวกรชาวอังกฤษ เซอร์โจเซฟ วิทเวิร์ธ ขนาดสกรูวิทเวิร์ธยังคงใช้กันอยู่จนถึงปัจจุบัน ทั้งสำหรับการซ่อมแซมเครื่องจักรเก่า และในกรณีที่ต้องการเกลียวหยาบกว่าเกลียวเมตริก วิทเวิร์ธกลายเป็นมาตรฐานบริติช วิทเวิร์ธ (British Standard Whitworth ) ซึ่งย่อว่า BSW (BS 84:1956) และมาตรฐานเกลียวละเอียดบริติช (BSF) ถูกนำมาใช้ในปี 1908 เนื่องจากเกลียววิทเวิร์ธหยาบเกินไปสำหรับการใช้งานบางอย่างมุมเกลียวอยู่ที่ 55° และความลึกและระยะห่างของเกลียวจะแตกต่างกันไปตามเส้นผ่านศูนย์กลางของเกลียว (เช่น สลักเกลียวยิ่งใหญ่ เกลียวยิ่งหยาบ) ประแจสำหรับสลักเกลียววิทเวิร์ธจะระบุขนาดของสลักเกลียว ไม่ใช่ระยะห่างระหว่างหน้าตัดของหัวสกรู
ปัจจุบัน การใช้งานเกลียว Whitworth ที่พบได้บ่อยที่สุดคือในนั่งร้าน ทุกประเภทในสหราชอาณาจักร นอกจากนี้ยังใช้เป็นเกลียวมาตรฐาน สำหรับ ขาตั้ง กล้องถ่ายภาพ ซึ่งสำหรับกล้องขนาดเล็กคือ 1/4" Whitworth (20 tpi) และสำหรับกล้องขนาดกลาง/ใหญ่คือ 3/8" Whitworth (16 tpi) ยังใช้สำหรับขาตั้งไมโครโฟนและคลิปที่เหมาะสม โดยมีทั้งสองขนาด พร้อมกับ "ตัวแปลงเกลียว" เพื่อให้ขนาดเล็กสามารถเชื่อมต่อกับอุปกรณ์ที่ต้องการเกลียวขนาดใหญ่กว่าได้ โปรดทราบว่า แม้ว่าสลักเกลียว 1/4" UNCจะพอดีกับบูชขาตั้งกล้อง 1/4" BSW แต่ความแข็งแรงของวัสดุจะลดลงเนื่องจากมุมเกลียวที่แตกต่างกัน คือ 60° และ 55° ตามลำดับ
เกลียวสกรูสมาคมอังกฤษ
เกลียวสกรูแบบ British Association (BA) ซึ่งตั้งชื่อตาม British Association for Advancement of Science ถูกคิดค้นขึ้นในปี 1884 และกำหนดมาตรฐานในปี 1903 สกรูเหล่านี้ถูกเรียกชื่อว่า "2BA", "4BA" เป็นต้น โดยเลขคี่นั้นไม่ค่อยได้ใช้ ยกเว้นในอุปกรณ์ที่ผลิตก่อนปี 1970 สำหรับระบบโทรศัพท์ในสหราชอาณาจักร อุปกรณ์เหล่านี้ใช้สกรู BA เลขคี่อย่างแพร่หลาย ซึ่งอาจสันนิษฐานได้ว่าเพื่อลดการโจรกรรม เกลียว BA ถูกกำหนดไว้ในมาตรฐานอังกฤษ BS 93:1951 "ข้อกำหนดสำหรับเกลียวสกรูแบบ British Association (BA) พร้อมค่าความคลาดเคลื่อนสำหรับขนาด 0 BA ถึง 16 BA"
แม้ว่าจะไม่เกี่ยวข้องกับสกรูเมตริก ISO แต่ขนาดต่างๆ นั้นถูกกำหนดไว้ในหน่วยเมตริก โดยเกลียว 0BA มีเส้นผ่านศูนย์กลาง 6 มม. และระยะห่างระหว่างเกลียว 1 มม. เกลียวอื่นๆ ในชุด BA นั้นมีความสัมพันธ์กับ 0BA ในรูปแบบอนุกรมเรขาคณิต โดยมีตัวประกอบร่วมคือ 0.9 และ 1.2 ตัวอย่างเช่น เกลียว 4BA มีระยะห่างระหว่างเกลียว 0.65 มม. และเส้นผ่านศูนย์กลาง 3.62 มม. แม้ว่า 0BA จะมีเส้นผ่านศูนย์กลางและระยะห่างระหว่างเกลียวเท่ากับ ISO M6 แต่เกลียวมีรูปทรงที่แตกต่างกันและไม่สามารถใช้งานร่วมกันได้


เกลียว BA ยังคงพบได้ทั่วไปในงานเฉพาะทางบางประเภท เครื่องจักรละเอียดบางประเภท เช่น มิเตอร์แบบขดลวดเคลื่อนที่และนาฬิกา มักใช้เกลียว BA ไม่ว่าจะผลิตที่ใดก็ตาม ขนาดเกลียว BA ยังถูกใช้กันอย่างแพร่หลายในอุตสาหกรรมการบิน โดยเฉพาะอย่างยิ่งเครื่องบินที่ผลิตในสหราชอาณาจักร ขนาดเกลียว BA ยังคงใช้ในระบบสัญญาณรถไฟ โดยส่วนใหญ่ใช้สำหรับการเชื่อมต่ออุปกรณ์ไฟฟ้าและสายเคเบิล
เกลียว BA ถูกนำมาใช้กันอย่างแพร่หลายในงานวิศวกรรมโมเดล เนื่องจากขนาดหัวหกเหลี่ยมที่เล็กกว่าทำให้การยึดตามสเกลทำได้ง่ายขึ้น ส่งผลให้ซัพพลายเออร์ด้านวิศวกรรมโมเดลในสหราชอาณาจักรหลายรายยังคงมีสต็อกตัวยึด BA จนถึงขนาด 8BA และ 10BA โดยทั่วไป นอกจากนี้ 5BA ยังใช้กันอย่างแพร่หลายเนื่องจากสามารถขันเกลียวเข้ากับแท่งขนาด 1/8 ได้[ 56 ]
มาตรฐานเกลียวรวม
มาตรฐานเกลียวรวม (Unified Thread Standard หรือ UTS) เป็นมาตรฐานที่ใช้กันมากที่สุดในสหรัฐอเมริกาแต่ก็มีการใช้กันอย่างแพร่หลายในแคนาดาและบางครั้งก็ใช้ในประเทศอื่นๆ ด้วย ขนาดของสกรู UTS จะระบุในรูปแบบXYโดยที่Xคือขนาดระบุ (ขนาดรูหรือร่องในกระบวนการผลิตมาตรฐานที่สามารถดันแกนสกรูเข้าไปได้ง่าย) และYคือจำนวนเกลียวต่อนิ้ว (TPI) สำหรับขนาด1/4 นิ้ว ขึ้นไป จะระบุเป็นเศษส่วน สำหรับขนาดที่เล็กกว่านี้ จะใช้ จำนวนเต็มตั้งแต่ 0 ถึง 16 ขนาดจำนวนเต็มสามารถแปลงเป็นเส้นผ่านศูนย์กลางจริงได้โดยใช้สูตร 0.060 + (0.013 × ตัวเลข) ตัวอย่างเช่น สกรูเบอร์ 4 จะมีเส้นผ่านศูนย์กลาง 0.060 + (0.013 × 4) = 0.060 + 0.052 = 0.112 นิ้ว นอกจากนี้ยังมีขนาดสกรูที่เล็กกว่า "0" (ศูนย์ หรือ ought) ด้วย ขนาดของสกรูมี 00, 000, 0000 ซึ่งโดยทั่วไปจะเรียกว่า 2ought, 3ought และ 4ought แว่นตาส่วนใหญ่จะใช้สกรูขนาด 00-72 (อ่านว่า ดับเบิลออท – เจ็ดสิบสอง) ยึดส่วนโค้งของขาแว่นเข้ากับกรอบ วิธีการคำนวณเส้นผ่านศูนย์กลางหลักของสกรูขนาด "ought" คือ นับจำนวนเลข 0 แล้วคูณด้วย 0.013 จากนั้นลบออกจาก 0.060 ตัวอย่างเช่น เส้นผ่านศูนย์กลางหลักของเกลียวสกรูขนาด 000-72 คือ 0.060 – (3 x 0.013) = 0.060 − 0.039 = 0.021 นิ้ว สำหรับสกรูขนาดส่วนใหญ่จะมีหลาย TPI ให้เลือกใช้ โดยที่พบมากที่สุดคือเกลียวหยาบแบบรวม (UNC หรือ UN) และเกลียวละเอียดแบบรวม (UNF หรือ UF) คาดว่าประมาณ 60% ของเกลียวสกรูที่ใช้ในสหรัฐอเมริกาเป็นแบบหน่วยนิ้ว[ 21 ]
การจำแนกประเภทเชิงกล
ตัวเลขที่ประทับอยู่บนหัวน็อตนั้นเรียกว่า "เกรด" ของน็อต ซึ่งใช้ในการใช้งานบางประเภทโดยพิจารณาจากความแข็งแรงของน็อต น็อตเหล็กกล้าความแข็งแรงสูงมักจะมีหัวหกเหลี่ยมพร้อม ค่าความแข็งแรง ตามมาตรฐาน ISO (เรียกว่าระดับคุณสมบัติ ) ที่ประทับอยู่บนหัว และการไม่มีเครื่องหมาย/ตัวเลขใดๆ แสดงว่าเป็นน็อตเกรดต่ำกว่าที่มีความแข็งแรงต่ำ ระดับคุณสมบัติที่ใช้บ่อยที่สุดคือ 5.8, 8.8 และ 10.9 ตัวเลขก่อนจุดทศนิยมคือความแข็งแรงดึงสูงสุดในหน่วย MPaหารด้วย 100 ตัวเลขหลังจุดทศนิยมคืออัตราส่วนตัวคูณของความแข็งแรงครากต่อความแข็งแรงดึงสูงสุด ตัวอย่างเช่น น็อตระดับคุณสมบัติ 5.8 มีความแข็งแรงดึงสูงสุด (ขั้นต่ำ) 500 MPa และความแข็งแรงครากดึงเท่ากับ 0.8 เท่าของความแข็งแรงดึงสูงสุด หรือ 0.8 (500) = 400 MPa
ความแข็งแรงดึงสูงสุดคือความเค้นดึงที่ทำให้สลักเกลียวเสียหาย ความแข็งแรงครากดึงคือความเค้นที่สลักเกลียวจะครากเมื่อดึงตลอดหน้าตัดของสลักเกลียวและเกิดการเสียรูปถาวร (การยืดตัวที่ไม่สามารถคืนตัวได้เมื่อแรงถูกถอดออก) ที่ความเครียดออฟเซ็ต 0.2% ความแข็งแรงพิสูจน์คือความแข็งแรงที่ใช้งานได้ของตัวยึด การทดสอบแรงดึงของสลักเกลียวจนถึงภาระพิสูจน์ไม่ควรทำให้เกิดการเสียรูปถาวรของสลักเกลียวและควรดำเนินการกับตัวยึดจริงมากกว่าการคำนวณ[ 57 ]หากสลักเกลียวถูกดึงเกินภาระพิสูจน์ อาจมีพฤติกรรมแบบพลาสติกเนื่องจากการครากในเกลียวและแรงดึงล่วงหน้าอาจหายไปเนื่องจากการเสียรูปพลาสติกถาวร เมื่อยืดตัวยึดก่อนถึงจุดคราก ตัวยึดจะทำงานในบริเวณยืดหยุ่น ในขณะที่การยืดเกินจุดครากเรียกว่าทำงานในบริเวณพลาสติกของวัสดุสลักเกลียว หากสลักเกลียวรับแรงดึงเกินกว่าความแข็งแรงที่รับได้ (proof strength) การเสียรูปที่ส่วนโคนของสลักเกลียวจะดำเนินต่อไปจนกระทั่งส่วนทั้งหมดเริ่มเสียรูปและเกินความแข็งแรงที่รับได้ (yield strength) หากแรงดึงเพิ่มขึ้น สลักเกลียวจะแตกหักที่ความแข็งแรงสูงสุด (ultimate strength)
สลักเกลียวเหล็กอ่อนมีคุณสมบัติระดับ 4.6 ซึ่งมีความแข็งแรงสูงสุด 400 MPa และความแข็งแรงคราก 0.6*400=240 MPa ส่วนสลักเกลียวเหล็กกล้าความแข็งแรงสูงมีคุณสมบัติระดับ 8.8 ซึ่งมีความแข็งแรงสูงสุด 800 MPa และความแข็งแรงคราก 0.8*800=640 MPa หรือสูงกว่า
สกรูหรือสลักเกลียวชนิดเดียวกันสามารถผลิตได้จากวัสดุหลายเกรด สำหรับการใช้งานที่ต้องการความแข็งแรงดึงสูง สลักเกลียวเกรดต่ำอาจล้มเหลว ส่งผลให้เกิดความเสียหายหรือการบาดเจ็บ บนสลักเกลียวมาตรฐาน SAE จะมีการประทับรูปแบบเครื่องหมายที่โดดเด่นไว้บนหัวสลักเกลียวเพื่อให้สามารถตรวจสอบและยืนยันความแข็งแรงของสลักเกลียวได้[ 58 ] อย่างไรก็ตาม อาจพบตัวยึด ปลอมราคาถูกที่มีความแข็งแรงจริงน้อยกว่าที่ระบุไว้ในเครื่องหมาย ตัวยึดที่ด้อยคุณภาพดังกล่าวเป็นอันตรายต่อชีวิตและทรัพย์สินเมื่อใช้ในเครื่องบิน รถยนต์ รถบรรทุกหนัก และการใช้งานที่สำคัญอื่นๆ ที่คล้ายกัน[ 59 ]

คู่มือเครื่องจักรกลอธิบายถึง...ความแตกต่างระหว่างสลักเกลียวและสกรูมีดังนี้:
โบลต์คือตัวยึดที่มีเกลียวภายนอกซึ่งออกแบบมาเพื่อสอดเข้าไปในรูของชิ้นส่วนที่ประกอบแล้ว และโดยปกติจะขันให้แน่นหรือคลายออกโดยการบิดน็อต สกรูคือตัวยึดที่มีเกลียวภายนอกที่สามารถสอดเข้าไปในรูของชิ้นส่วนที่ประกอบแล้ว สามารถเข้าคู่กับเกลียวภายในที่ทำไว้ล่วงหน้าหรือสร้างเกลียวของตัวเอง และสามารถขันให้แน่นหรือคลายออกโดยการบิดหัว ตัวยึดที่มีเกลียวภายนอกที่ไม่สามารถหมุนได้ในระหว่างการประกอบและสามารถขันให้แน่นหรือคลายออกได้โดยการบิดน็อตเท่านั้นเรียกว่าโบลต์ (ตัวอย่างเช่น โบลต์หัวกลม โบลต์ราง โบลต์ไถ) ตัวยึดที่มีเกลียวภายนอกที่มีรูปแบบเกลียวที่ห้ามการประกอบกับน็อตที่มีเกลียวตรงที่มีความยาวหลายช่วงเรียกว่าสกรู (ตัวอย่างเช่น สกรูไม้ สกรูตอกเกลียว) [ 60 ]
มาตรฐาน USSและSAEเดิมกำหนดให้สกรูหัวหกเหลี่ยมเป็นตัวยึดที่มีก้านที่ทำเกลียวกับหัว และสลักเกลียวเป็นตัวยึดที่มีก้านที่ทำเกลียวเพียงบางส่วน[ 61 ]รัฐบาลกลางของสหรัฐอเมริกาได้พยายามกำหนดความแตกต่างระหว่างสลักเกลียวและสกรูให้เป็นทางการ เนื่องจาก มีการใช้ ภาษีศุลกากร ที่แตกต่างกัน สำหรับแต่ละประเภท[ 62 ]
ดูเพิ่มเติม
- สกรูยึดข้อต่อซินเดสโมติก – สกรูชนิดหนึ่ง
- ต๊าปเกลียวและดายเกลียว – เครื่องมือสำหรับสร้างเกลียวสกรู
- เหล็กเส้นเกลียว – เหล็กเส้นที่มีร่องพันรอบ
- การทำเกลียว (การผลิต) – กระบวนการสร้างเกลียวสกรู
- พุกยึดผนัง – สำหรับเสียบสกรู
ลิงก์ภายนอก
- โลกพังพินาศไปได้อย่างไร
- คู่มือการออกแบบตัวยึด NASA-RP-1228
- การเปรียบเทียบขนาดตัวยึดแบบอิมพีเรียล/เมตริก
- "ยึดทุกอย่างไว้"เดือนกุมภาพันธ์ 1946 บทความ วิทยาศาสตร์ยอดนิยมส่วนที่กล่าวถึงสกรูและเทคโนโลยีการยึดด้วยสกรูที่พัฒนาขึ้นในช่วงสงครามโลกครั้งที่สอง
- วิธีการใส่สกรูและเดือย
- ตารางขนาดสกรูมาตรฐานอเมริกัน – TPOHH Fasteners
สรุปเนื้อหา
ข้อมูลสำคัญจากบทความ
ข้อมูลสำคัญเกี่ยวกับ สกรู
สกรูเป็นตัวยึดที่มีเกลียว ภายนอก ที่สามารถขันให้แน่นหรือคลายออกได้ด้วยแรงบิด ( แรงบิด ) ที่หัวสกรูการใช้งานสกรูที่พบได้บ่อยที่สุดคือการยึดวัตถุเข้าด้วยกัน...
ประวัติศาสตร์
ตัวยึดได้แพร่หลายมากขึ้น โดยเกี่ยวข้องกับแนวคิดต่างๆ เช่น เดือย และหมุด การใช้ ลิ่ม ร่องและเดือย ข้อต่อหาง นก การตอก ตะปู ( โดยมีหรือไม่มีการยึดปลายตะปู) การเชื่อมแบบตีขึ้นรูป และการผูกมัดหลายชนิดด้วยเชือกที่ทำจากหนังหรือเส้นใย โดยใช้ ปม หลายชนิด...
ผลิต
การผลิตสกรูมีสามขั้นตอน ได้แก่ การขึ้นรูปหัว การ รีดเกลียว และ การเคลือบผิว โดยปกติแล้วสกรูจะทำจาก ลวด ซึ่งมาในรูปม้วนขนาดใหญ่ หรือ แท่งกลม สำหรับสกรูขนาดใหญ่ ลวดหรือแท่งจะถูกตัดให้ได้ความยาวที่เหมาะสมสำหรับชนิดของสกรูที่ต้องการผลิต ชิ้นงานนี้เรียกว่าชิ้นงาน...
แชงค์
ตัวยึดแบบเกลียวมีทั้งแบบก้านเรียวและก้านไม่เรียว ตัวยึดแบบก้านเรียวได้รับการออกแบบมาเพื่อขันเข้าไปในวัสดุโดยตรงหรือในรูนำร่องในวัสดุ และส่วนใหญ่จัดอยู่ในประเภทสกรู เกลียวจะเกิดขึ้นในวัสดุเมื่อตัวยึดเหล่านี้ถูกขันเข้าไป...